-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

PCD Drilling Tools: Understanding Their Value and How to Select the Perfect One for Your Application

When it comes to high-performance drilling, what exactly are PCD tools, and how can you leverage them to get the best value and results for your specific application?
PCD (Polycrystalline Diamond) drilling tools are advanced cutting instruments featuring man-made diamond tips, designed for superior performance in abrasive non-ferrous metals and composites. Their value lies in achieving significantly faster speeds, longer tool life, and better finishes, which leads to lower overall costs. Selecting the right one involves matching the tool’s specifications and PCD grade to the material and optimizing machining parameters for maximum efficiency.
What Exactly Defines a PCD Drilling Tool?
So, you might be wondering, what exactly is a PCD drilling tool and what makes it special for certain jobs?
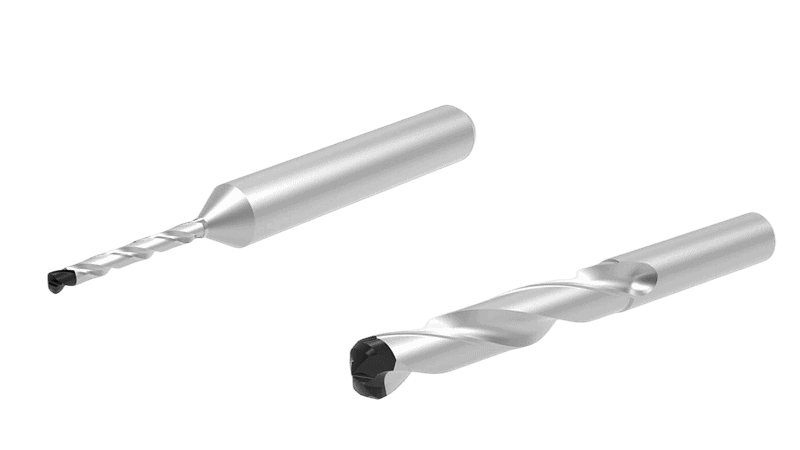
A PCD drilling tool1 is a high-performance cutting tool that uses Polycrystalline Diamond (PCD) tips carefully attached, usually by brazing, onto a body made of hardened steel or carbide. Because Polycrystalline Diamond is an incredibly hard and wear-resistant material created by humans, these drills are perfect for efficiently cutting through tough and abrasive non-ferrous materials (like aluminum alloys) and composites, especially in situations where ordinary drills would wear out very quickly.
The Science Behind Polycrystalline Diamond (PCD)
Polycrystalline Diamond, or PCD, isn’t a diamond you’d find naturally in the earth. Instead, it’s a synthetic, or man-made, supermaterial. Think of it like baking a very special, very hard cake. Tiny diamond particles, much smaller than a grain of sand, are mixed with a metallic binder, typically cobalt. This mixture is then subjected to extremely High Pressure and High Temperature (HPHT) – a process called sintering. During sintering, the intense pressure and heat cause the diamond particles to fuse together and with the metallic binder, forming a solid, dense PCD layer.
This manufacturing process gives PCD some remarkable properties that are highly valuable for cutting tools:
- Extreme Hardness: PCD is one of the hardest materials available, second only to natural single-crystal diamond. It’s significantly harder than traditional tool materials like tungsten carbide. For instance, on the Knoop hardness scale (a measure of material hardness), PCD can range from 5000 to 8000 HK, whereas tungsten carbide typically falls between 1800 to 2400 HK. This extreme hardness means it can cut through very abrasive materials with less effort.
- High Wear Resistance: Because it’s so hard, PCD resists wearing down even when drilling materials that would quickly dull other drills. This translates to a much longer tool life in the right applications.
- Good Thermal Conductivity: PCD is very good at conducting heat. During drilling, a lot of heat is generated at the cutting point. PCD helps to draw this heat away from the cutting edge and into the tool body or chips. This concept of thermal conductivity2 helps prevent the cutting edge from overheating, which can cause it to break down or wear out faster.
- Toughness through Structure: Unlike a single, large diamond crystal which can cleave or crack along certain planes if struck hard, PCD is made of many tiny diamond crystals bonded together in random orientations. This structure makes it more resistant to chipping and fracturing compared to single-crystal diamond, giving it a degree of toughness essential for cutting operations.
It’s these scientifically engineered properties that make PCD an outstanding material for the cutting edges of drilling tools designed for challenging materials.
Core Components and Construction of PCD Drills
A PCD drilling tool isn’t just a solid piece of diamond. Instead, it’s a cleverly engineered assembly of different parts, each playing a crucial role. Let’s break down its typical construction:
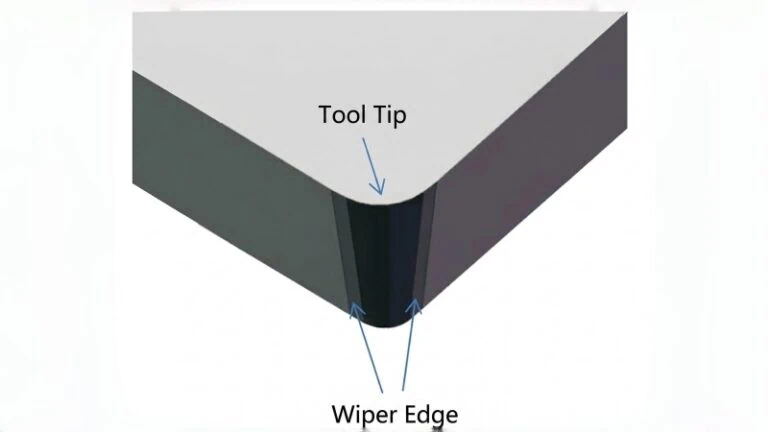
The PCD Cutting Edge
The real workhorse of the drill is the PCD cutting edge. This isn’t usually a massive chunk of PCD. More commonly, it starts as a “PCD wafer” or “PCD blank.” This wafer consists of:
- A thin layer of Polycrystalline Diamond (this is the cutting part). The thickness of this PCD layer can vary, often ranging from 0.4mm to 1.0mm or even more, depending on the intended application and tool design. It’s a good idea to discuss specific PCD layer thickness requirements with your tool supplier, as it can impact performance and tool life for your particular material.
- This PCD layer is integrally sintered onto a thicker substrate, usually made of tungsten carbide. This carbide backing provides essential support and toughness to the relatively thin PCD layer, and importantly, it allows the PCD segment to be securely brazed (a type of high-temperature soldering) to the main body of the drill.
Once the PCD wafer is prepared, it is precisely cut (often by EDM – Electrical Discharge Machining3, or laser cutting) into smaller segments or tips. These tips are then ground to create the sharp cutting edges and specific angles needed for drilling.
The Tool Shank and Body
The PCD tips need a strong and stable platform to do their job. This is where the tool body comes in.
- Body Material: The body of a PCD drill is typically made from either:
- Hardened Tool Steel: This is a common choice, especially for larger diameter drills. Steel offers good toughness and has natural vibration-damping characteristics, which can be beneficial during drilling.
- Solid Tungsten Carbide: For smaller diameter drills or applications demanding maximum rigidity and precision, a solid carbide body is often preferred. Carbide is much stiffer than steel, which helps to minimize any deflection or “wobble” during drilling, allowing for higher speeds and tighter tolerances.
- Brazing: The PCD tips (with their carbide backing) are attached to precisely machined pockets or seats on the tool body using a high-strength brazing alloy. This process, known as brazing, is critical; a strong, void-free braze joint is essential to ensure the PCD tip doesn’t break off under cutting forces.
- Cutting Geometries: The overall shape of the drill, including the point angle (e.g., 118°, 135°, or specialized multi-facet grinds), flute design (the spiral grooves that help evacuate chips), and relief angles, are all carefully engineered. While the fundamental selection of these geometries falls under “how to choose the right drill,” their precise formation on the PCD tip and tool body is a key part of the drill’s construction. Specific geometries can be tailored for optimal performance in different materials, and suppliers often have standard designs or can offer custom solutions.
- Coolant Delivery: Many PCD drills, especially those used in high-production environments or for difficult-to-machine materials, feature internal or “through-coolant” holes. These channels run through the body of the drill and direct cutting fluid (coolant) precisely to the cutting zone. This helps to cool the PCD tip, flush away chips effectively, and improve tool life.
The precise combination and quality of these components determine the overall performance and durability of the PCD drilling tool.
Key Distinctions from Carbide and Other Drill Materials
Understanding what makes PCD drills different from other common drill types, like those made from High-Speed Steel (HSS) or solid Tungsten Carbide4 (often just called “carbide” drills), is key to knowing when to use them. The differences aren’t just in name but in their very makeup and how they behave when cutting.
Let’s look at a comparison:
| Feature | PCD (Polycrystalline Diamond) Drill | Tungsten Carbide (WC) Drill | High-Speed Steel (HSS) Drill |
|---|---|---|---|
| Primary Material | Synthetic diamond particles sintered with a metallic binder. | Tungsten carbide particles in a metallic (e.g., cobalt) binder. | Alloyed steel (contains tungsten, molybdenum, chromium, etc.) |
| Hardness | Extremely high (e.g., 5000-8000 HK). | Very high (e.g., 1800-2400 HK), but lower than PCD. | Moderate (e.g., 800-900 HK), much lower than PCD or WC. |
| Wear Resistance | Exceptional. Best for highly abrasive materials. | Very good. Suitable for a wide range of materials. | Fair. Wears relatively quickly in abrasive materials. |
| Thermal Conductivity | Very good. Helps dissipate heat from the cutting edge. | Good. | Fair. |
| Toughness | Can be more brittle than some carbide grades, but advanced PCD grades offer improved toughness. Often, extreme wear resistance compensates. | Generally tougher than PCD, especially certain grades. | Highest toughness among the three. |
| Typical Application Focus | Abrasive non-ferrous metals (aluminum alloys with high silicon, MMCs), composites (CFRP, GFRP), ceramics (green state), wood composites. | Steels, stainless steels, cast iron, some non-ferrous metals, superalloys. | General-purpose drilling in softer metals, plastics, wood. |
| Chemical Reactivity | Can react with ferrous materials (like steel) at high cutting temperatures, leading to chemical wear. This is why PCD is not typically recommended for drilling steel. | Generally stable across a wide range of materials. | Stable. |
| Operating Speeds | Can operate at very high cutting speeds. | Can operate at high cutting speeds, but generally lower than PCD in suitable materials. | Lower cutting speeds. |
In essence:
- PCD vs. Carbide: Think of PCD as the specialist for really tough, abrasive, non-iron-based materials. If you’re drilling high-silicon aluminum (common in automotive engine blocks) or carbon fiber reinforced polymers (CFRP, used in aerospace), a PCD drill can last dramatically longer and cut faster than a carbide drill. For instance, in machining Al-Si alloys, PCD tools can exhibit wear resistance 50 to 250 times greater than cemented carbide tools. However, for drilling steel or stainless steel, carbide is generally the preferred choice because PCD can react chemically with iron at the high temperatures generated during cutting, leading to rapid wear.
- PCD vs. HSS: This is a bigger leap. HSS is a versatile and economical material for general drilling in softer materials. PCD is in a different league of performance and cost, reserved for applications where HSS would wear out almost instantly or cannot provide the required surface finish or productivity.
While materials like ceramics are also used for cutting tools and possess high hardness, they are typically more brittle than PCD and have different application niches, often more focused on continuous turning operations rather than general drilling for a wide range of materials.
By understanding these fundamental differences in their construction and material science, you can begin to see why PCD drilling tools are a distinct and highly valuable category of cutting tools for specific, challenging applications.

Why Should You Consider PCD Drilling Tools for Your Operations?
So, what makes PCD drilling tools a worthwhile investment for your machining work, especially when there are other types of drills available?
You should consider PCD drilling tools primarily because they offer significantly boosted operational performance through dramatically increased cutting speeds and exceptional tool longevity, especially when machining abrasive materials. Furthermore, they consistently deliver superior surface finishes. These benefits directly translate into higher productivity, substantially lower costs per part, and reliable quality, making them a strategic choice for operations involving non-ferrous metals and advanced composites.
Achieving Superior Machining Performance: Speed, Accuracy, and Finish
When you’re looking to improve your drilling operations, the actual performance on the machine is what truly counts. PCD drilling tools can offer remarkable improvements in several key areas:
- Blazing Fast Cutting Speeds: One of the standout features of PCD is its ability to handle much higher cutting speeds compared to conventional high-speed steel (HSS) or even many solid carbide drills, particularly in suitable materials. Because PCD is extremely hard and excellent at conducting heat away from the cutting edge, it doesn’t soften or wear out quickly at high speeds.
- For example, when drilling aluminum alloys (common in automotive or aerospace parts), PCD drills can often run at speeds 2 to 10 times faster than carbide drills. This means you can produce parts much more quickly. In a high-volume automotive plant producing aluminum engine blocks, this increase in speed can lead to a significant reduction in cycle time for each component, boosting overall output.
- It’s important to remember that optimal cutting speeds can vary based on the specific grade of PCD, the exact material being drilled, the rigidity of your machine, and coolant application. Always consult your tooling supplier for recommended speed and feed parameters for your specific application to achieve the best results and tool life.
- Pinpoint Accuracy and Consistency: What good is speed if your holes aren’t accurate? PCD helps here too.
- Minimal Wear, Consistent Size: Because PCD edges wear down so slowly, the drill maintains its diameter for a much longer period. This means the first hole drilled in a long run is virtually identical in size to the thousandth or even ten-thousandth hole, ensuring high consistency and reducing part rejection rates.
- Improved Hole Straightness: Drills with PCD tips are often constructed on highly rigid carbide bodies. This rigidity, combined with the sharp and durable PCD cutting edges that can reduce cutting forces, minimizes tool deflection. The result is straighter, more accurately positioned holes.
- Exceptional Surface Finish: The quality of the drilled hole’s surface is critical in many applications.
- Cleaner Cuts: The extremely sharp and wear-resistant nature of PCD cutting edges leads to a cleaner shearing action as it cuts through material. This results in smoother hole surfaces with significantly less burring at the entry and exit points of the hole compared to what you might get with rapidly dulling tools.
- Reduced Secondary Operations: In some cases, the surface finish achieved with PCD drilling can be so good that it eliminates the need for subsequent operations like reaming or deburring5. For instance, when drilling high-silicon aluminum for hydraulic components, achieving a fine finish directly from drilling can save considerable time and cost. Similarly, in composite materials like CFRP, PCD drills are designed to minimize delamination6 (separation of layers) and fiber pull-out, leading to a clean, structurally sound hole.
These performance advantages—speed, accuracy, and finish—collectively contribute to more efficient and higher-quality production.
The Long-Term Economic Advantages: Extended Tool Life and Reduced Downtime
While PCD drilling tools might have a higher initial purchase price compared to traditional drills, looking at the bigger picture often reveals significant long-term savings. The economics of using PCD tools become very attractive when you consider the following:
- Remarkable Tool Longevity: This is where PCD truly shines in its suitable applications. Due to its exceptional hardness and wear resistance, a PCD drill can outlast conventional carbide drills by a staggering margin – often 10 times, 50 times, or in some specific cases involving highly abrasive materials, even up to 100 times longer.
- Imagine drilling thousands of holes in abrasive Glass Fiber Reinforced Polymer (GFRP) for wind turbine blade components. With a carbide drill, you might need to change tools multiple times during a shift. A single PCD drill, however, could potentially last for days or even weeks in the same application, completing tens of thousands of holes. This drastic increase in lifespan is a primary driver of cost savings.
- Slash Costly Downtime: Every time a machine stops for a tool change, you lose production time.
- More Uptime: With PCD drills lasting so much longer, the frequency of tool changes plummets. This means your machines spend more time making parts and less time idle.
- Lower Labor for Tool Setting: Fewer tool changes also mean less operator time spent on replacing and setting up new tools, freeing up skilled labor for other valuable tasks.
- Smoother Production Flow: A consistent and predictable tool life allows for better production planning and a more reliable manufacturing flow, reducing unexpected interruptions.
Calculating the True Cost: Beyond the Purchase Price
To understand the true economic benefit, it’s crucial to look at the Total Cost of Ownership (TCO)7, also known as cost-per-hole. The initial investment in a PCD tool might be higher, but when you factor in all the related costs, the picture changes:
- Cost Per Hole = (Tool Cost + (Number of Tool Changes x Labor Cost per Change) + (Downtime Cost)) / Total Number of Holes Produced per Tool
When you run these numbers, the significantly higher number of holes a PCD drill can produce, coupled with reduced labor and downtime, often results in a much lower cost per hole compared to less expensive but shorter-lived tools. For businesses focused on efficiency and cost optimization, particularly in high-volume production, the economic argument for PCD becomes very compelling.
Optimal Materials and Industries Where PCD Drills Excel
PCD drilling tools aren’t a universal solution for every material, but in their specific niche, they are unparalleled. Their benefits are most pronounced when working with materials that are abrasive and/or non-ferrous.
Key Materials for PCD Drilling:
- Non-Ferrous Metals:
- Aluminum Alloys: This is a major application area. PCD excels in high-silicon aluminum alloys8 (e.g., A356, A380, A390), which are very abrasive due to the hard silicon particles. These alloys are common in automotive engine blocks, cylinder heads, pistons, and transmission casings.
- Copper, Brass, and Bronze: While less abrasive than high-silicon aluminum, these materials can still benefit from PCD’s long life and ability to produce good finishes, especially in high-volume scenarios.
- Magnesium Alloys: Lightweight and increasingly used, these can also be effectively drilled with PCD.
- Advanced Composite Materials: PCD is often the tool material of choice for these challenging materials.
- Carbon Fiber Reinforced Polymers (CFRP): Used extensively in aerospace (airframes, control surfaces), high-performance automotive (chassis, body panels), and premium sporting goods. CFRP is extremely abrasive and tough, and PCD helps achieve clean holes with minimal delamination or fiber breakout.
- Glass Fiber Reinforced Polymers (GFRP): Common in wind turbine blades, boat hulls, and various construction elements. GFRP is also highly abrasive.
- Metal Matrix Composites (MMCs): These combine a metal (like aluminum) with a reinforcing ceramic (like silicon carbide particles). MMCs are exceptionally abrasive, and PCD is one of the few tool materials that can economically machine them.
- Other Abrasive Materials:
- Wood and Wood Composites: Materials like Medium-Density Fiberboard (MDF), particleboard, and laminated chipboard contain abrasive resins and wood fibers. PCD tools are widely used in the woodworking and furniture industries for their long life in these materials.
- Green (Unfired) Ceramics: Before firing, ceramic components can be machined, and PCD is effective for this.
- Certain Plastics: Some plastics, especially those filled with glass fibers or other abrasive additives, are best drilled with PCD.
Industries Benefiting from PCD Drilling:
- Automotive: High-volume production of aluminum engine components, transmission parts, wheels, and increasingly, composite structural elements.
- Aerospace: Manufacturing of airframe components from aluminum alloys and CFRP9, engine parts, and interior elements. The need for precision and reliability in these critical components makes PCD a valuable asset.
- Woodworking and Furniture: Mass production of furniture, cabinetry, and flooring from MDF, particleboard, and hardwood.
- Electronics: Machining of certain non-ferrous or composite housings and components.
- Renewable Energy: Production of large GFRP components like wind turbine blades.
- General Manufacturing: Any operation involving high-volume drilling of the abrasive non-ferrous or composite materials listed above.
By choosing PCD drilling tools for these specific materials and industries, manufacturers can unlock significant improvements in performance, tool life, and overall operational economy.
How to Choose the Best PCD Drill for Your Application?
Now that you know what PCD drills are and why they’re beneficial, how do you actually pick the best one for your specific job and use it effectively to get those top-notch results?
Ensuring optimal results with PCD drills involves carefully matching the tool’s physical specifications—like diameter, length, and cutting geometry—to your application’s requirements. Critically, you must also align the specific PCD grade with the material being drilled and, finally, optimize machining parameters such as coolant application, cutting speed, and feed rate for the best performance and tool life.
Matching Tool Specifications to Your Application (Diameter, Length, Geometry)
Choosing a drill isn’t just about finding one that looks right; it’s about matching its physical characteristics precisely to the job at hand. Getting these specifications correct is the first step toward successful PCD drilling.
- Diameter – Getting the Size Right:
The drill diameter obviously needs to match the desired hole size. However, consider if the hole needs to meet a tight tolerance. Sometimes, a PCD drill might be selected slightly undersize if a finishing operation like reaming is planned, though PCD often provides a finish good enough to be the final size. The diameter also plays a role in the tool’s rigidity; for a given material, a larger diameter drill body can generally be more rigid. - Length – Reaching the Target Effectively:
Two key length measurements are the Overall Length (OAL) and the Flute Length. The flute length must be sufficient to accommodate the depth of the hole and allow for proper chip evacuation – if chips can’t get out, they can pack the flutes and cause tool failure or a poorly drilled hole.
It’s also vital to minimize tool overhang – the distance the drill sticks out from the tool holder. The less overhang, the more rigid the setup, which reduces vibration and improves hole quality and tool life. For instance, when drilling deep, critical holes in an aerospace landing gear component made of high-strength aluminum, the drill must have adequate flute length for chip removal while maintaining enough shank engagement in the holder to ensure stability. - Cutting Geometry – The Shape of Performance:
The geometry of the drill’s cutting point is crucial and can be tailored for different materials and applications. Key aspects include:- Point Angle: This is the angle at the very tip of the drill. Common angles like 118° or 135° are often used, but specialized point angles are frequently employed with PCD. For example, a flatter point (e.g., 140°-160°) might be used when drilling composite materials like CFRP to reduce the pushing force (thrust) and minimize delamination at the hole exit. Conversely, a sharper point might be better for efficiently penetrating some non-ferrous metals.
- Lip Relief Angle: This is the clearance angle behind the cutting edge. Sufficient relief is essential to prevent the heel of the tool from rubbing against the workpiece, which would cause friction, heat, and rapid wear.
- Helix Angle: This is the angle of the spiral flutes. A higher helix angle (e.g., 30°-40°) helps to quickly lift chips out of the hole and is often good for softer, ductile materials like some aluminum grades. A lower helix angle (e.g., 10°-25°) provides a stronger cutting edge and is often preferred for harder, chippier materials, including some high-silicon aluminums or composites, where it can also aid in producing smaller, more manageable chips.
- Edge Preparation: The PCD cutting edges themselves can be prepared with a tiny chamfer (a T-land) or a slight rounding (hone). This strengthens the edge and can prevent microscopic chipping, especially when drilling very abrasive materials or under high-impact conditions.
Aligning PCD Grade with the Material Being Drilled
It’s a common misconception that all PCD is the same. In reality, there isn’t just one type of PCD; it comes in different “grades.” Choosing the right one for the material you’re drilling is critical for success. The main difference between PCD grades usually comes down to:
- Diamond Grain Size: PCD is made from tiny diamond crystals (grains) sintered together. The size of these grains impacts how the tool performs:
- Fine Grain PCD (e.g., 2-5 micrometers, µm): Tools with finer diamond grains can produce a very sharp cutting edge. This is excellent for achieving smooth surface finishes and for drilling materials where minimizing cutting forces is important, like reducing delamination in carbon fiber reinforced polymers (CFRP).
- Medium Grain PCD (e.g., 10-15 µm): This often provides a good all-around balance of edge sharpness, wear resistance, and toughness. It’s a common choice for general-purpose drilling in aluminum alloys and some wood composites.
- Coarse Grain PCD (e.g., 25-30 µm or larger): Larger diamond grains offer the highest abrasion resistance and are tougher, making them ideal for drilling very abrasive materials. Think of high-silicon aluminum (like those used in engine blocks containing >12% silicon), Metal Matrix Composites (MMCs), or Glass Fiber Reinforced Polymers (GFRP). While extremely durable, they might not produce quite as fine a surface finish as finer grain PCDs.
- Cobalt Binder Content: The amount of cobalt metal used to bind the diamond particles can also vary, affecting the PCD’s toughness and how it wears.
Here’s a simple guide to help match grain size to application:
| Diamond Grain Size | Typical Characteristics | Common Applications |
|---|---|---|
| Fine (e.g., 2-5µm) | Sharpest edge, best surface finish, lower toughness | Composites (CFRP), low-silicon aluminum, fine finishing operations |
| Medium (e.g., 10µm) | Good balance of wear resistance and edge strength | General aluminum alloys, some wood composites, many non-ferrous metals |
| Coarse (e.g., 25µm+) | Highest abrasion resistance, highest toughness | High-silicon aluminum, MMCs, GFRP, roughing in composites |
(Note: µm = micrometer, a tiny unit of measure. 1 micrometer is one-thousandth of a millimeter.)
For example, if you are drilling thousands of holes in an automotive engine block made of high-silicon aluminum (a very abrasive material), a PCD drill with a coarser grain size would likely be chosen for maximum tool life. However, if you are drilling critical holes in an aerospace CFRP component where edge quality and preventing delamination are paramount, a finer grain PCD would be a better choice.
PCD manufacturers offer a range of grades, each engineered for different material groups and performance characteristics. Describing your specific material (including any relevant alloy designation or composite layup details) and your application goals (e.g., longest life, best finish) to your tooling supplier is crucial for them to recommend the most suitable PCD grade.
Optimizing Machining Parameters (Coolant, Speed, Feed) for PCD Tools
Once you’ve selected the PCD drill with the right specifications and grade, using the correct machining parameters is key to unlocking its full potential. Running a high-performance tool with incorrect parameters is like driving a sports car in the wrong gear – you won’t get the performance you expect, and you might even cause damage.
- Coolant – Keeping Things Cool and Clean:
Coolant plays several vital roles in PCD drilling:- Cooling: It helps to dissipate the heat generated at the cutting edge, preserving the PCD’s hardness and preventing thermal damage to the workpiece.
- Lubrication: While PCD has some self-lubricating properties, coolant reduces friction.
- Chip Evacuation: This is especially critical. Coolant helps to flush chips out of the flutes and away from the cutting zone. If chips pack in the flutes, they can cause the drill to bind, break, or produce a poor-quality hole.
Through-tool coolant (where coolant is supplied through channels inside the drill directly to the tip) is highly recommended for PCD drilling whenever available on the machine. This is particularly effective for deep holes or when drilling materials that produce long, stringy chips. While flood coolant can work, through-tool coolant is generally superior for PCD performance. In some specific applications, like drilling certain composites, Minimum Quantity Lubrication (MQL) or even dry drilling might be considered, but these require careful evaluation and often specialized tool designs.
- Cutting Speed (SFM or m/min) – Finding the Sweet Spot:
PCD tools are designed to operate at significantly higher cutting speeds than HSS or even many carbide tools in their recommended materials.- For aluminum alloys, speeds can range broadly from 500 to over 3000 Surface Feet per Minute (SFM), which is roughly 150 to 900 meters per minute (m/min).
- For composite materials like CFRP, speeds are typically lower, perhaps in the range of 200 to 1000 SFM (60 to 300 m/min), to manage heat and ensure good hole quality.
Running a PCD drill too slowly in some materials (like aluminum) can sometimes lead to a built-up edge (BUE)10, where material from the workpiece welds itself to the cutting edge, degrading performance. Conversely, running too fast without appropriate feed and coolant can generate excessive heat.
- Feed Rate (IPR or mm/rev) – Advancing with Purpose:
The feed rate is how quickly the drill advances into the material per revolution.- It directly influences the thickness of the chip being removed.
- Too low a feed rate can cause the drill to rub rather than cut, leading to accelerated wear and poor surface finish.
- Too high a feed rate can put excessive stress on the PCD cutting edges, potentially causing them to chip or fracture, especially in more brittle PCD grades or hard materials. It can also result in a rougher hole.
The feed rate must be carefully balanced with the cutting speed.
Achieving the ideal combination of speed and feed is crucial. Since these parameters are highly dependent on many factors—from the PCD grade to machine rigidity and coolant application—the most effective approach is to use the supplier’s recommendations as a validated starting point. From there, you can make gradual adjustments while monitoring tool wear, chip formation, and hole quality to find the optimal settings for your specific operation. Good chip formation (chips that are easily evacuated and don’t damage the hole surface) is a key indicator of well-optimized parameters.
Conclusion
In conclusion, PCD drilling tools represent a significant technological advancement in the world of machining. They are not simply another type of drill bit but a highly engineered solution designed for specific, challenging tasks. By understanding their unique composition—synthetic diamond tips brazed to a robust body—you can appreciate why they offer unparalleled performance in abrasive non-ferrous metals and composites.
The primary value of these tools lies in their tangible economic and performance benefits: dramatically faster machining cycles, exceptional tool life that slashes downtime, and the ability to produce consistently accurate holes with superior surface finishes. While the initial investment is higher, the lower total cost of ownership makes them a wise choice for high-volume or demanding production environments.
However, unlocking this value is not automatic. It requires a thoughtful approach to selection and application. Success hinges on carefully choosing the right tool specifications and PCD grade for your material and then meticulously optimizing the machining parameters. By partnering with a knowledgeable tooling supplier and applying these principles, you can effectively leverage PCD drilling tools to elevate your productivity, enhance part quality, and improve your bottom line.
References
- PCD drilling tool1 – ZYDiamondTools product page about PCD drilling tools for aluminum, composites, and non-ferrous metals.
- thermal conductivity2 – Encyclopedia Britannica’s scientific explanation of thermal conduction.
- EDM – Electrical Discharge Machining3 – A ZYDiamondTools article explaining how EDM is used to precisely cut PCD tool materials.
- solid Tungsten Carbide4 – An in-depth comparison of PCD and carbide tools from the ZYDiamondTools blog.
- reaming or deburring5 – A guide to PCD reamers from ZYDiamondTools, discussing their role in finishing operations.
- delamination6 – A ScienceDirect topic page defining delamination, particularly in the context of composite materials.
- Total Cost of Ownership (TCO)7 – A ZYDiamondTools guide explaining the concept of TCO specifically for superhard tooling.
- high-silicon aluminum alloys8 – A ZYDiamondTools article that explores the specific challenges of machining this abrasive material.
- CFRP9 – A ZYDiamondTools post on PCD solutions for machining aerospace composites like CFRP.
- built-up edge (BUE)10 – Wikipedia’s explanation of the built-up edge phenomenon in metal cutting.