-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

PCD (Polycrystalline Diamond) Key Properties Explained: An Analysis of Hardness, Toughness, Thermal Conductivity, and Wear Resistance
What truly defines Polycrystalline Diamond (PCD) and determines its performance in demanding applications?
Polycrystalline Diamond (PCD) is defined by its exceptional hardness (typically ranging from ~6500 HV up to ~8000 HV or more), outstanding wear resistance, high thermal conductivity, and moderate toughness, properties derived from sintered diamond grains and a metallic binder. These characteristics make it a superior cutting tool and wear part material for specific non-ferrous and non-metallic abrasive applications, though its performance is influenced by factors like grain size, binder content, and thermal limitations.
How Do the Core Properties of PCD Actually Measure Up?
So, when we talk about PCD, what real performance numbers define its key characteristics?
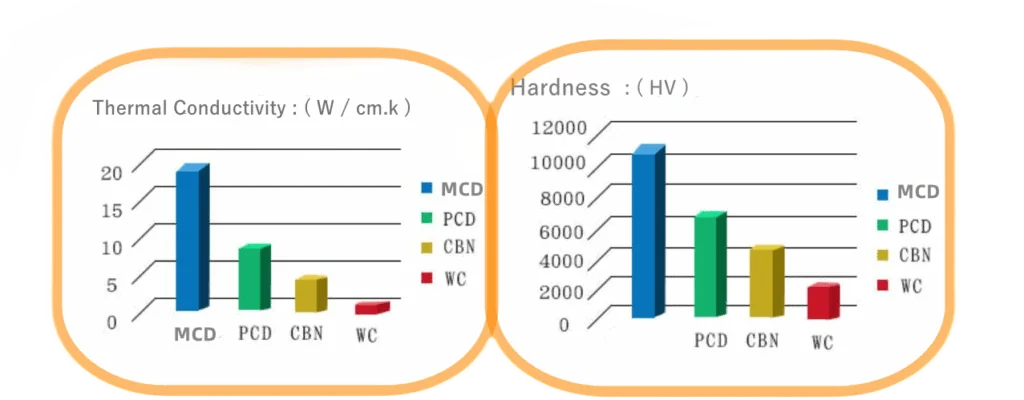
Polycrystalline Diamond (PCD) exhibits exceptional hardness (typically ranging from ~6500 HV up to ~8000 HV or more), moderate fracture toughness (around 6-10 MPa·m1/2, varying with grade), excellent thermal conductivity (often exceeding 500 W/m·K), and outstanding wear resistance, particularly against abrasive non-ferrous materials. Consequently, these properties make it a distinct and highly effective material for specific demanding applications.
Defining and Quantifying Hardness
Hardness simply means a material’s ability to resist scratching or permanent indentation. Think about how easily a fingernail scratches soft wood but not hard glass – glass is much harder. Consequently, PCD is one of the hardest materials available for cutting tools, second only to natural single-crystal diamond.
Its hardness is typically measured using scales like Vickers (HV)1 or Knoop (HK). You will often see values cited in the range of ~6500 HV up to ~8000 HV or more, significantly harder than even the toughest tungsten carbide grades (which might range from 1000 to 2000 HV). This extreme hardness is a primary reason why PCD excels at cutting abrasive materials. However, keep in mind that the exact hardness can vary between different PCD grades, so it’s always wise to confirm specific values with the PCD tool supplier for the grade you are considering.
Understanding Toughness and Its Measurement
While hardness is crucial, we also need to consider toughness. Toughness refers to a material’s ability to resist breaking or chipping when subjected to impact or stress. Importantly, hardness and toughness are often a trade-off; extremely hard materials can sometimes be quite brittle, like glass.
PCD, despite its hardness, is considered relatively brittle compared to materials like High-Speed Steel (HSS) or many cemented carbides. Its resistance to fracture is measured by a property called Fracture Toughness (KIC)2, typically expressed in units of MPa·m1/2 (megapascal square root meters). For PCD, this value generally falls in the range of 6 to 10 MPa·m1/2.
What does this mean practically? It means PCD tools can be susceptible to chipping or fracturing if used in applications with heavy interruptions (like milling with gaps), significant vibration, or unstable setups. Therefore, proper tool geometry and application are vital. As toughness can differ significantly between PCD grades designed for different tasks, always consult supplier specifications for the fracture toughness pertinent to a specific PCD product.
The Importance of Thermal Conductivity
Thermal conductivity3 describes how effectively heat can travel through a material. Imagine holding a metal spoon in hot soup versus a wooden spoon – the metal spoon’s handle gets hot much faster because metal has higher thermal conductivity. PCD possesses exceptionally high thermal conductivity, often ranging from 500 to 700 W/m·K (Watts per meter-Kelvin), though some specialized types can be even higher. This is notably better than copper (around 400 W/m·K) and vastly superior to tungsten carbide (typically 50-100 W/m·K).
Why is this so important for machining? During cutting, immense heat is generated right at the tool’s cutting edge. PCD’s ability to quickly conduct this heat away from the edge acts like an efficient built-in cooling system. This rapid heat dissipation helps prevent the cutting edge from softening or degrading due to excessive temperatures. Ultimately, this allows PCD tools to maintain their sharpness and operate effectively at much higher cutting speeds compared to less conductive materials, particularly when machining materials like aluminum or composites that don’t generate the extreme heat seen with ferrous metals.
Assessing Wear Resistance in Practice
Wear resistance is perhaps the most celebrated property of PCD. It refers to the tool’s ability to withstand gradual wearing away or erosion during use, especially when cutting abrasive materials. PCD exhibits outstanding resistance to abrasive wear, making it last exceptionally long in the right applications.
Unlike hardness or toughness, wear resistance isn’t typically defined by a single standardized number. Instead, it’s often demonstrated through comparative performance data in specific applications. For instance:
- Case Study Example: In the automotive industry, machining high-silicon aluminum engine blocks or cylinder heads is notoriously abrasive. Carbide tools might need frequent replacement, perhaps after machining only a few hundred parts. In contrast, a well-applied PCD tool in the same operation could potentially machine tens of thousands of parts, offering a 50x to 100x (or even greater) increase in tool life. This dramatically reduces downtime and overall machining costs.
This superior performance stems primarily from its high hardness, allowing it to resist abrasion from hard particles within materials like high-silicon aluminum, carbon fiber composites (CFRP), glass fiber composites (GFRP), or engineered woods (MDF/HDF).
Other Relevant Properties (e.g., Friction, Expansion)
Beyond the primary four, a couple of other properties contribute significantly to PCD’s performance:
- Coefficient of Friction: PCD generally exhibits a low coefficient of friction when machining non-ferrous materials (often cited between 0.1 and 0.3). This is lower than carbide against the same materials. The benefit? Lower friction means less heat generated during the cut and reduced cutting forces. Furthermore, it makes the workpiece material less likely to stick to the tool tip, preventing the formation of a built-up edge (BUE) which can degrade surface finish and tool life.
- Thermal Expansion: PCD has a very low coefficient of thermal expansion. This means it expands and contracts very little with changes in temperature. In precision machining, this dimensional stability helps maintain tight tolerances and contributes to higher overall accuracy, as the tool’s geometry remains consistent even as temperatures fluctuate during cutting.
- Chemical Inertness: PCD is chemically very stable and generally does not react with common non-ferrous metals (like aluminum, copper) or non-metallic materials (composites, wood, plastics). This prevents chemical wear and diffusion, further contributing to its long life in these applications.

How Does PCD Stack Up Against Other Common Tool Materials?
Knowing PCD’s properties is one thing, but how does it actually compare when placed side-by-side with materials like carbide, CBN, or even single-crystal diamond?
Compared to common tool materials, PCD offers significantly higher hardness and wear resistance than Tungsten Carbide (WC), making it ideal for non-ferrous abrasive materials. While generally less hard than Monocrystalline Diamond (MCD), PCD is tougher and more uniform. Against Cubic Boron Nitride (CBN), PCD is harder but crucially less chemically stable for machining ferrous metals at high temperatures.
PCD vs. Tungsten Carbide (WC): A Head-to-Head Comparison
Tungsten Carbide (WC)4 (often just called carbide) is perhaps the most common cutting tool material, known for its versatility. So, how does PCD compare directly?
Let’s look at the key property differences:
| Property | Polycrystalline Diamond (PCD) | Tungsten Carbide (WC) | Key Takeaway |
|---|---|---|---|
| Hardness | Exceptionally High (>6500 HV) | High (~1000-2000 HV) | PCD is vastly harder. |
| Wear Resistance | Outstanding (esp. abrasive) | Good to Very Good | PCD lasts much longer in abrasive non-ferrous apps. |
| Toughness | Moderate / Relatively Brittle | High / Very Tough | WC handles impacts and interruptions better. |
| Thermal Conductivity | Excellent (~500+ W/m·K) | Good (~50-100 W/m·K) | PCD dissipates heat much more effectively. |
| Application Focus | Non-ferrous, Non-metals | General Purpose, Ferrous Metals | Materials dictate the best choice. |
In essence, PCD’s extreme hardness and wear resistance give it an enormous advantage when machining abrasive non-ferrous materials (like high-silicon aluminum) or non-metals (like composites or wood). However, Tungsten Carbide’s superior toughness makes it a more forgiving and often preferred choice for machining steels, dealing with interrupted cuts, or in less stable machining conditions. Think of WC as the reliable workhorse, while PCD is the high-performance specialist for specific challenging materials.
PCD vs. Cubic Boron Nitride (CBN): Key Application Differences
Cubic Boron Nitride (CBN)5 is another “superhard” material often mentioned alongside PCD. While both are extremely hard, their best uses are quite different due to one critical factor: chemical stability.
Here’s how they compare:
| Property | Polycrystalline Diamond (PCD) | Cubic Boron Nitride (CBN) | Key Differentiator |
|---|---|---|---|
| Hardness | Exceptionally High (Up to ~8000+ HV) | Very High (~4000-5500 HV) | PCD is generally harder. |
| Thermal Stability | Lower (~700°C Limit) | High (~1000°C+ Limit) | CBN withstands much higher cutting temperatures. |
| Chemical Reactivity | Reacts with Iron (Fe) at High Temps | Inert to Iron (Fe) at High Temps | This is the most critical difference. |
| Thermal Conductivity | Excellent (~500-700+ W/m·K) | High (~100-200 W/m·K) | PCD still higher, but both good. |
| Primary Applications | Non-Ferrous Metals, Non-Metals | Hard Ferrous Metals (>45 HRC) | They serve distinct material categories. |
The crucial point is reactivity. Diamond (carbon) tends to react chemically with iron at the high temperatures generated when machining steels. This causes rapid tool wear, making PCD generally unsuitable for ferrous materials. CBN, on the other hand, does not react with iron and maintains its hardness at very high temperatures.
Therefore, the application division is quite clear:
- Choose PCD for aluminum alloys, copper, brass, composites, plastics, wood, and green ceramics.
- Choose CBN for hardened steels (typically above 45 HRC), cast irons, powdered metals, and high-temperature superalloys.
They are complementary materials, rarely competing in the same specific application.
PCD vs. Monocrystalline Diamond (MCD): Performance Trade-offs
Monocrystalline Diamond (MCD)6, sometimes referred to as single-crystal diamond, is essentially a perfect, lab-grown or natural diamond crystal used for cutting. How does it compare to its polycrystalline cousin, PCD?
- Hardness: MCD represents the ultimate in hardness, slightly exceeding even PCD. This allows MCD tools to be sharpened to incredibly fine, almost atomically sharp edges.
- Edge Quality & Finish: Because it’s a single crystal, MCD can achieve a near-perfect, continuous cutting edge, free from the micro-grain boundaries found in PCD. This translates to the potential for superior surface finishes, often achieving mirror-like results on materials like plastics (e.g., acrylics) or specific non-ferrous metals.
- Toughness & Uniformity: Here, PCD has the advantage. MCD is highly anisotropic, meaning its properties differ depending on the crystal direction. It’s also very brittle and prone to cleavage (splitting) along specific crystal planes if stressed incorrectly. PCD, being composed of randomly oriented crystals sintered together, is isotropic (uniform properties) and significantly tougher, resisting chipping much better than MCD.
- Cost: MCD tooling is typically considerably more expensive than PCD.
The trade-off is clear: MCD offers the ultimate potential for sharpness and surface finish in highly specialized, ultra-precision applications (like machining optical components). However, PCD provides greater toughness, more predictable (isotropic) behavior, and better cost-effectiveness for a wider range of industrial non-ferrous and non-metallic machining tasks where extreme robustness and longer life are paramount, even if the absolute sharpest edge isn’t required.
What Factors Determine a Specific PCD Grades Properties?
If not all PCD is the same, what exactly makes one type or ‘grade’ harder, tougher, or more wear-resistant than another?
The specific properties of a PCD grade are primarily determined by the size of the diamond crystals (grain size) used, the type and amount of metallic binder (usually cobalt) holding the crystals together, and the precise high-pressure, high-temperature (HPHT) manufacturing process employed during sintering. Consequently, these elements critically influence the final balance between hardness, toughness, and wear resistance.
The Critical Role of Diamond Grain Size
The size of the individual diamond crystals, or ‘grains’, used to make PCD is a major factor influencing its final properties. Think of building a wall with tiny pebbles versus large rocks – the resulting structure has different characteristics. This average grain size is typically measured in micrometers (µm).
Generally, PCD grades fall into broad categories based on grain size:
- Fine Grain: Often less than 10 µm.
- Medium Grain: Typically around 10 µm to 25 µm.
- Coarse Grain: Usually greater than 25 µm.
- (Note: The exact µm ranges defining ‘Fine’, ‘Medium’, and ‘Coarse’ can differ between manufacturers. It is essential to check the supplier’s technical data for specific grain size information.)
There’s a key trade-off associated with grain size:
- Finer grains generally result in higher hardness. Because the grains are smaller and packed tightly, they resist indentation better. Furthermore, finer grains allow for the creation of sharper, smoother cutting edges, which can lead to better surface finishes on the workpiece. However, this structure tends to be slightly less tough, meaning it might be more prone to chipping under impact compared to coarser grades.
- Coarser grains, conversely, tend to improve toughness. The larger crystals create a structure that is more resistant to crack propagation, making it better suited for applications with interruptions or higher impact forces. Additionally, they often exhibit excellent abrasion resistance against very coarse/large abrasive particles found in some composites or castings. The compromise? Slightly lower overall hardness and an inability to form the ultra-sharp edges possible with fine grains, potentially resulting in a rougher surface finish.
- Medium grains represent an attempt to balance these characteristics, offering a good compromise between hardness, toughness, and achievable edge quality for a wide range of applications.
Influence of the Binder Phase (Cobalt Content)
The tiny diamond grains in PCD don’t just stick together on their own. They are fused together during the manufacturing process using a metallic ‘glue’ called a binder, which fills the spaces between the diamond crystals. The most common binder material is cobalt (Co)7. The amount of cobalt present significantly affects the PCD’s properties.
Here’s how cobalt content influences performance:
- Higher Cobalt Content: Adding more cobalt generally increases the PCD’s toughness. The metallic phase helps absorb impact energy and stop cracks from spreading easily, making the material less brittle. It also increases electrical conductivity, which is important because it allows PCD blanks to be precisely cut and shaped using Electrical Discharge Machining (EDM)8. However, since cobalt is much softer than diamond, a higher cobalt percentage usually leads to lower overall hardness and reduced abrasion resistance. It can also slightly lower the temperature at which the PCD structure starts to become unstable.
- Lower Cobalt Content: Reducing the amount of cobalt means there’s a higher concentration of diamond grains. This maximizes the material’s overall hardness and wear resistance. However, with less of the tougher metallic binder, the PCD becomes more brittle and less resistant to chipping or fracture.
Manufacturers carefully control the cobalt percentage to tailor PCD grades for specific needs, balancing the requirement for wear resistance with the necessary toughness for an application.
Impact of Manufacturing Processes
Creating PCD involves an advanced manufacturing technique called sintering9, which takes place under conditions of extremely High Pressure and High Temperature (HPHT). Think of it like baking a very special cake under immense pressure. The precise control over this process is critical to the final quality and properties of the PCD.
Key factors in the HPHT process include:
- Pressure and Temperature: These must be carefully maintained within diamond’s stability zone (typically pressures above 5.5 GPa and temperatures around 1400-1600°C) to effectively fuse the diamond grains together with the cobalt binder. Incorrect parameters can lead to incomplete bonding, diamond degradation (turning back into graphite), or excessive internal stresses, all negatively impacting hardness, toughness, and consistency.
- Sintering Time: The duration of the HPHT cycle influences the extent of diamond-to-diamond bonding and binder distribution.
A well-controlled and optimized manufacturing process ensures that the diamond grains are strongly bonded, the binder is evenly distributed, and the resulting PCD structure is dense and free from major defects. Consequently, this leads to reliable and predictable performance. In contrast, inconsistencies in manufacturing can result in variable properties even within the same supposed ‘grade’.
Relating PCD Grades to Performance Characteristics
So, what exactly is a PCD grade? It’s essentially a specific recipe – a defined combination of diamond grain size, binder content, and sometimes subtle manufacturing process variations – created by a manufacturer to deliver a particular set of performance characteristics optimized for certain types of applications.
You might see grades described conceptually like this (though actual names are manufacturer-specific):
- Finishing Grade (Fine Grain / Lower Co%): Designed for high-speed finishing of materials like aluminum alloys where excellent surface finish and edge retention (from high hardness) are key.
- General Purpose Grade (Medium Grain / Medium Co%): A balanced grade suitable for a wide range of non-ferrous metals and some composites, offering a good mix of wear resistance and toughness.
- Roughing/High Impact Grade (Coarse Grain / Higher Co%): Optimized for toughness and abrasion resistance when machining highly abrasive materials (like certain metal matrix composites) or applications involving interrupted cuts.
- Multimodal Grades: Some grades mix different grain sizes to achieve unique property combinations.
It is vital to understand that grade designations and their corresponding properties are specific to each manufacturer. A ‘medium’ grade from one supplier might have different characteristics than a ‘medium’ grade from another. Therefore, always refer to the manufacturer’s technical datasheets to understand the specific hardness, toughness, and intended application for any given PCD grade. Don’t rely solely on generic category names when making critical tooling decisions.



How Do These Properties Translate to Real-World Performance and Applications?
Okay, we understand the properties, but how does all this technical detail actually impact PCD’s performance on the shop floor and determine where it should be used?
PCD’s unique combination of extreme hardness, excellent wear resistance, and high thermal conductivity translates directly into superior performance—longer tool life, faster cutting speeds, and better finishes—when machining abrasive non-ferrous metals (like aluminum alloys, copper), composites, wood, and plastics. However, its moderate toughness and thermal/chemical limitations restrict its use primarily to these material groups and require careful application.
Matching Key Properties to Suitable Applications
The specific strengths of PCD dictate where it truly shines. Let’s connect its key properties directly to the types of jobs it handles best:
- Because of High Hardness & Wear Resistance: PCD is the go-to choice for materials that rapidly wear down conventional tools. This includes:
- Abrasive Non-Ferrous Metals: Especially high-silicon aluminum10 (common in automotive engine blocks, pistons, wheels), copper alloys, brass, and bronze.
- Advanced Composites: Carbon Fiber Reinforced Polymers (CFRP) and Glass Fiber Reinforced Polymers (GFRP) used extensively in aerospace11 and automotive industries are highly abrasive.
- Metal Matrix Composites (MMC): These combine metals with hard reinforcements, demanding extreme wear resistance.
- Wood Composites: Materials like Medium-Density Fiberboard (MDF), High-Density Fiberboard (HDF), and particle board contain abrasive binders that dull other tools quickly.
- Plastics and Polymers: Especially those filled with glass or carbon fibers.
- Green (Unfired) Ceramics: PCD can machine these materials before their final, much harder, sintered state.
- Because of High Thermal Conductivity: PCD excels in high-speed machining of aluminum and copper, where efficient heat removal prevents tool degradation and workpiece damage.
- Because of Low Friction & Chemical Inertness (to Non-Ferrous): These properties ensure clean cuts without material sticking to the tool (Built-Up Edge or BUE), which is crucial for achieving good surface finishes in aluminum, copper, and plastics.
Essentially, if a material is non-ferrous or non-metallic and abrasive, PCD is likely a top contender.
Performance Advantages Driven by Material Properties
Using PCD in its suitable application range delivers significant, measurable benefits, all stemming directly from its core properties:
- Dramatically Longer Tool Life: This is often the primary driver for choosing PCD. Thanks to its incredible wear resistance, PCD tools can last 10 to over 100 times longer than comparable tungsten carbide tools when machining abrasive materials like high-silicon aluminum or composites. This directly translates to lower tooling costs per part and, perhaps more importantly, significantly reduced machine downtime needed for tool changes.
- Increased Productivity (Higher Speeds & Feeds): The combination of hardness (maintaining a sharp edge) and excellent thermal conductivity (removing heat effectively) allows PCD tools to run at substantially higher cutting speeds and feed rates compared to carbide, especially in materials like aluminum. This results in shorter machining cycle times and increased overall factory output.
- Superior Surface Finish and Accuracy: A tool edge that stays sharp longer (due to hardness and wear resistance) cuts more cleanly. Combined with PCD’s low friction (reducing BUE) and low thermal expansion (maintaining dimensional stability), this often results in much better surface finishes on the workpiece. In some cases, it can even eliminate the need for secondary polishing or grinding operations, saving time and cost.
- Process Consistency: Because PCD wears slowly and predictably, it maintains consistent cutting performance over a much longer period. This leads to more reliable part quality and tighter dimensional tolerances throughout extended production runs.
Understanding Limitations: Thermal Stability and Chemical Reactivity
While powerful, PCD is not invincible. Its properties also define its limitations, which are crucial to understand for successful application:
- Thermal Stability Threshold: PCD’s structure, particularly the metallic cobalt binder, starts to degrade significantly at temperatures exceeding approximately 700°C (around 1300°F). Above this point, the differential thermal expansion between diamond and cobalt can weaken the structure, and the diamond itself can begin transforming back into softer forms of carbon (graphitization).
- Consequence: This limits PCD’s effectiveness in very high-temperature cutting environments or dry machining scenarios where heat cannot be effectively managed. Using coolant is often essential, especially at higher speeds or in demanding cuts.
- Chemical Reactivity with Ferrous Metals: This is a fundamental limitation. At the elevated temperatures typical of machining steel or cast iron, the carbon in the diamond readily reacts with the iron.
- Consequence: This chemical reaction causes rapid tool wear, rendering PCD generally unsuitable for machining most steels, stainless steels, or cast irons. For these hard ferrous materials, CBN is the appropriate superhard material choice due to its chemical inertness.
- Relative Brittleness: As discussed earlier, PCD is harder but less tough than tungsten carbide.
- Consequence: PCD tools require stable, rigid machining setups with minimal vibration. They are more susceptible to chipping or fracture from sudden impacts, heavy interrupted cuts, or excessive tool pressure compared to carbide tools. Careful programming and handling are necessary.
Selecting the Right PCD: Balancing Toughness and Wear Resistance
Knowing the properties, influencing factors, applications, and limitations leads to the final step: choosing the right PCD grade for your specific job. This almost always involves balancing the primary trade-off between wear resistance (linked to hardness) and toughness.
Consider these general guidelines when selecting a grade:
- Need Maximum Wear Resistance & Best Finish? If you are performing finishing cuts on moderately abrasive non-ferrous metals (like standard aluminum alloys) and require an excellent surface finish, a finer grain PCD grade (often with lower cobalt content) might be optimal due to its higher hardness and ability to hold a sharper edge.
- Need Maximum Toughness & Abrasion Resistance? If you are rough machining highly abrasive materials (like composites, high-silicon aluminum, MMC) or if the operation involves some light interruptions or potential instability, a coarser grain PCD grade (often with higher cobalt content) might be preferred for its superior toughness and resistance to chipping, even if it sacrifices some ultimate hardness or surface finish capability.
- Need a Balance? For many general-purpose PCD applications, medium grain grades offer a versatile compromise.
Crucially, always prioritize the manufacturer’s specific recommendations. Reputable PCD tool suppliers invest heavily in testing and provide detailed grade charts and application guides that link their proprietary grades (e.g., Grade ‘XF’ for Extra Fine, Grade ‘RC’ for Roughing Composite) to specific workpiece materials, machining operations (turning, milling, drilling), and expected performance. Consult these datasheets and, if needed, speak with the supplier’s application engineers to ensure you select the PCD grade whose documented properties best match the demands of your task. This step is critical to achieving the full performance potential of PCD tooling.
Conclusion
In summary, Polycrystalline Diamond stands out due to its remarkable hardness and wear resistance, complemented by excellent heat dissipation. While less tough than carbide and unsuitable for high-temperature ferrous machining (where CBN excels), its properties make it exceptionally effective for abrasive non-ferrous metals, composites, and wood-based materials. Understanding the influence of grain size and binder content allows for selecting specific PCD grades that balance toughness and wear resistance, ultimately optimizing tool life and productivity for the right applications. Careful consideration of these properties and limitations is key to successfully leveraging PCD technology.
References
- Vickers (HV)1 – Wikipedia page explaining the Vickers hardness test method and principles.
- Fracture Toughness (KIC)2 – ScienceDirect overview page defining fracture toughness in engineering.
- Thermal conductivity3 – Encyclopedia Britannica article defining thermal conductivity.
- Tungsten Carbide (WC)4 – ZYDiamondTools blog post comparing PCD and Tungsten Carbide tools.
- Cubic Boron Nitride (CBN)5 – ZYDiamondTools blog post comparing PCD and CBN cutting tools.
- Monocrystalline Diamond (MCD)6 – ZYDiamondTools blog post comparing Polycrystalline (PCD) and Monocrystalline (MCD) diamond tools.
- cobalt (Co)7 – Encyclopedia Britannica article on the properties and uses of Cobalt.
- Electrical Discharge Machining (EDM)8 – Wikipedia article explaining the principles of Electrical Discharge Machining.
- sintering9 – ScienceDirect overview page defining the sintering process in engineering.
- high-silicon aluminum10 – ZYDiamondTools blog post discussing the use of PCD for high-silicon aluminum machining.
- aerospace11 – ZYDiamondTools blog post on using PCD for aerospace composites.