-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

What Is the Difference Between Cutting and Grinding?

Ever wondered what separates cutting from grinding when working with materials?
The core difference lies in the action and intent: cutting uses thin discs to slice through and separate material, prioritizing speed and division, while grinding employs thicker wheels to abrade surfaces, focusing on shaping, smoothing, and achieving precise finishes. This distinction impacts the tools used, the techniques applied, the scenarios where each excels, and critical safety practices.
How Do the Processes and Tools Fundamentally Differ?
So, what really makes cutting and grinding different at their core?
Fundamentally, cutting uses thin discs to slice through materials, focusing on separation, while grinding uses thicker wheels to remove small amounts of material from a surface, focusing on shaping, smoothing, and finishing. This difference in action dictates the distinct goals, tool designs (consumables), and application techniques for each process.
The Action: Slicing Through vs. Abrading Surfaces
Think about how you’d use tools in a workshop. Cutting is much like using a very fast, powerful knife edge.
- Cutting: This process involves applying force along a narrow line to shear or fracture the material. A cutting disc’s thin edge concentrates force, allowing it to efficiently slice through materials like metal bars, pipes, or sheets. The primary action is penetration and separation. Imagine slicing bread – you’re creating two separate pieces.
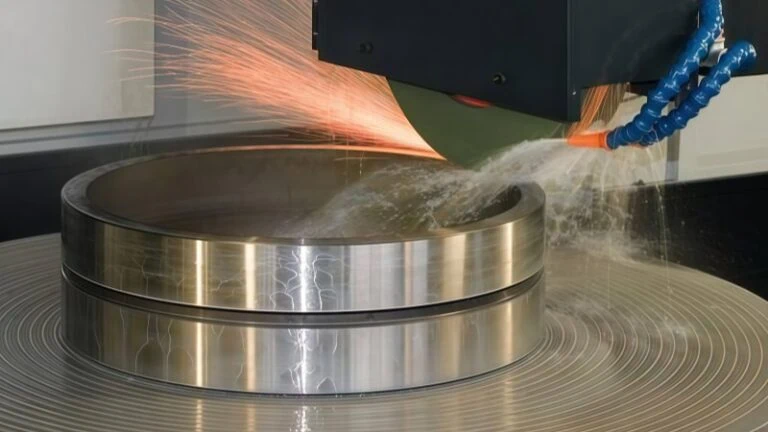
- Grinding: In contrast, grinding works more like very aggressive sandpaper. Instead of one sharp edge, a grinding wheel uses thousands of tiny, hard abrasive grains[1] bonded together. As the wheel rotates, these grains scrape or rub against the workpiece surface, removing material bit by bit. The action is abrasion, wearing down the surface rather than slicing through it. These diamond grinding wheels[2], for example, utilize the hardness of diamond for efficient abrasion. Think about sanding a rough piece of wood smooth – you’re removing high spots, not cutting the wood in half.
Therefore, the fundamental action dictates how material is removed: cutting causes a fracture along a line, while grinding wears away the surface through abrasion.
The Goal: Material Separation vs. Shaping and Smoothing
Because the actions are different, the primary goals of cutting and grinding also differ significantly.
- Goal of Cutting: The main objective here is usually separation or sizing. You cut when you need to:
- Divide a larger piece of stock material (like a steel beam or pipe) into smaller lengths.
- Remove unwanted sections completely.
- Create slots or specific openings within a material.
Speed and efficient separation are often key priorities. For instance, in structural steel fabrication, cutting I-beams to the precise length needed for construction is a typical cutting operation.
- Goal of Grinding: Grinding focuses on modifying the surface or achieving precise dimensions. You grind when you need to:
- Smooth rough surfaces, such as welds or casting marks.
- Shape contours or bevel edges.
- Remove small amounts of material to meet tight tolerances (precise measurements).
- Sharpen tools or prepare surfaces for painting or coating.
Precision and surface finish are usually more important than removal speed. For example, aerospace components like turbine blades often require grinding to achieve exceptionally smooth surfaces and exact profiles for optimal aerodynamic performance, sometimes demanding tolerances finer than 0.001 inches.
The Consumables: Thin Cutting Discs vs. Thick Grinding Wheels
The most visible difference often lies in the tools themselves, specifically the abrasive discs or wheels used, typically on an angle grinder or similar machine.
- Cutting Discs (or Cut-off Wheels):
- Thickness: These are significantly thinner, often ranging from less than 1mm up to around 3mm (approximately 0.040″ to 1/8″). Note: Specific thicknesses vary by diameter, type, and manufacturer, so always consult supplier specifications for your application. There are many types of diamond cutting discs[3] available for different materials.
- Construction: Their thin profile is designed to minimize material wastage during the cut and reduce the force needed to slice through. They usually contain internal fiberglass reinforcement for strength, but this reinforcement is primarily designed to handle the forces encountered during straight-line, peripheral cutting.
- Purpose-Built: Designed solely for cutting on their outer edge (periphery).
- Grinding Wheels:
- Thickness: These are considerably thicker, commonly starting around 6mm (approx. 1/4″) and increasing from there.
- Construction: The extra thickness provides greater strength and durability to withstand the side pressures and stresses involved in surface grinding. They are also made of bonded abrasive grains but are constructed to handle material removal across their grinding face.
- Purpose-Built: Designed for removing material using their face (the flat surface), not typically their edge.
This fundamental difference in thickness is directly related to their intended function and safety, dictating how they can be used effectively.
The Technique: Using the Edge vs. Using the Face
Finally, the difference in tool design dictates the proper technique for applying the tool to the workpiece.
- Cutting Technique: A cutting disc is designed to be used on its edge (periphery). The operator typically holds the grinder so the thin edge enters the material at roughly a 90-degree angle to the surface being cut. This allows the thin profile to slice cleanly through the material. Applying significant side pressure is incorrect and dangerous.
- Grinding Technique: A grinding wheel is designed to be used on its face. The operator holds the grinder at a shallower angle to the workpiece, often between 15 and 35 degrees, though the optimal angle can depend on the wheel type and material. Referencing the manufacturer’s recommendations for specific wheel types and applications is crucial for both efficiency and safety. This angle allows the abrasive face of the thicker wheel to contact the surface, removing material gradually through abrasion.
Using the wrong technique, such as trying to grind with the face of a thin cutting disc or attempting a deep cut with the edge of a thick grinding wheel, is inefficient and, more importantly, extremely unsafe due to the different ways these tools are constructed and reinforced.

When Should You Choose Cutting vs. Grinding?
Knowing the difference is one thing, but how do you actually decide which process to use for your specific job?
Choosing between cutting and grinding depends primarily on your task’s goal (separation vs. surface refinement), the material you’re working with, and whether speed or precision is more critical for the outcome. Select cutting for fast material separation or rough sizing, and choose grinding for smoothing, shaping, achieving precise dimensions, or fine finishing.
Scenarios Ideal for Cutting Operations
Cutting operations, using thin abrasive discs, are the go-to choice when your main goal involves separating material quickly or removing significant portions. Think about these situations:
- Sizing Stock Material: Need to shorten a metal pipe, bar, or tube? Cutting is the efficient way to achieve the desired length before further fabrication. For example, plumbers routinely cut copper or PVC pipes to length on site.
- Sheet Metal Work: Creating panels or sections from larger sheets of metal, like in auto body repair or HVAC ductwork fabrication, relies heavily on cutting.
- Demolition or Removal: When removing old structures, like cutting through rebar in concrete or dismantling metal frameworks, the speed of cutting is essential.
- Creating Openings: If you need to make straight-line openings or slots in a workpiece, cutting provides a direct method.
- Weld Preparation (Initial Stage): Sometimes, preparing a joint for welding involves cutting a bevel or removing old weld material before re-welding. Cutting can quickly remove the bulk, often followed by grinding for refinement.
Essentially, if the job requires dividing material into pieces or making large-scale removals where pinpoint accuracy or a perfect finish isn’t the immediate priority, cutting is typically the better, faster choice.
Scenarios Ideal for Grinding Operations
Grinding operations, using thicker abrasive wheels, excel when the focus shifts from separation to surface quality, shaping, and precision. Consider grinding for tasks like these:
- Smoothing Welds: After welding, the weld bead is often raised and uneven. Grinding is the standard method to smooth the weld flush with the surrounding material for appearance, fit, or further finishing. This is common in metal fabrication shops working on frames, tanks, or structures.
- Deburring and Edge Shaping: After cutting metal, the edges are often sharp or have small burrs. Grinding is used to smooth these edges (deburring) for safety and fit, or to create specific profiles like bevels or rounds.
- Precision Shaping and Fitting: When a part needs to fit precisely with another, or requires specific contours, grinding allows for controlled material removal to achieve accurate dimensions. Think of fitting machine components or shaping custom brackets.
- Surface Preparation: Removing rust, paint, mill scale, or other surface contaminants before welding, painting, or coating often involves grinding to get down to clean base material.
- Sharpening Tools: Many cutting tools, like chisels or lawnmower blades, are sharpened using grinding to restore a fine edge.
If your task involves refining a surface, achieving specific dimensions, or preparing the material for subsequent steps where finish matters, grinding provides the necessary control and finish quality.
Matching the Method to Material Type
The type of material you are working with also influences the choice between cutting and grinding, or the specific type of abrasive you might use for each.
- Softer Materials: Materials like aluminum, mild steel, or plastics can often be cut relatively easily. While grinding works, cutting might be much faster for simple separation tasks.
- Harder or Brittle Materials: Very hard materials like stainless steel alloys, hardened tool steels, or ceramics can be challenging to cut cleanly or may require specialized cutting discs. Grinding is often essential for shaping these materials or achieving a good finish after an initial cut. Brittle materials might also be prone to chipping during aggressive cutting, making grinding a more controlled option for finishing.
- Heat Sensitivity: Some materials are sensitive to heat buildup. While both processes generate heat, the concentrated energy during cutting or aggressive grinding can sometimes affect the material properties near the work zone. Grinding, especially with the right wheel and possibly coolant (in specialized industrial settings), can sometimes offer more control over heat, although improper grinding can also generate significant heat.
Important Note: Always ensure your cutting disc or grinding wheel is rated for the specific material you are working on (e.g., metal, masonry, stainless steel). Using the wrong type of abrasive can lead to poor performance, excessive wear, and safety hazards. These tips for choosing the right diamond grinding wheel[4] can help guide your selection. Consult the manufacturer’s specifications to confirm material compatibility.
Deciding Based on Speed vs. Precision Needs
Often, the final decision comes down to a trade-off between how fast you need to work and how precise or smooth the result needs to be.
- Need for Speed: If the primary goal is rapid material removal or separation, and the resulting surface finish or dimensional accuracy is less critical, cutting is usually the faster option. For example, quickly cutting multiple pieces of rebar on a construction site prioritizes speed.
- Need for Precision/Finish: If achieving a smooth surface, tight tolerances, or a specific shape is the main goal, grinding is necessary, even though it might be slower. For instance, grinding a bearing surface on a shaft requires high precision that cutting cannot provide.
In many fabrication workflows, both processes are used sequentially. A part might be quickly cut to approximate size and shape, followed by grinding to deburr edges, smooth surfaces, and achieve final precise dimensions. Understanding the strengths of each process allows you to use them effectively in combination to achieve the desired outcome efficiently.

What Are the Key Safety Considerations for Each Method?
Okay, we know how they work and when to use them, but what about staying safe while cutting and grinding?
Prioritizing safety during cutting and grinding involves several critical steps: always using the correct disc/wheel for the task (especially never grinding with a thin cutting disc), maintaining proper tool angles and pressure, consistently wearing appropriate Personal Protective Equipment (PPE), and thoroughly inspecting wheels before each use.
Why You Must Never Grind with a Cutting Disc
This is perhaps the single most critical safety rule distinguishing the two operations. Using a thin cutting disc for side grinding is extremely dangerous. Here’s why:
- Designed for Edge Loads Only: As discussed earlier, cutting discs are thin and reinforced primarily to handle forces on their outer edge during a straight cut. They lack the internal structure and bulk to withstand significant side pressure.
- Risk of Catastrophic Failure: Applying side pressure (grinding) to a thin cutting disc can cause the fiberglass reinforcement to weaken and fail suddenly. The disc can literally shatter while spinning at thousands of RPMs.
- High-Velocity Projectiles: When a disc shatters, fragments are ejected at extremely high speeds, acting like shrapnel. This can cause severe lacerations, eye injuries (even blindness), or other devastating trauma to the operator and anyone nearby. Industry safety standards, like ANSI B7.1[5] (“Safety Requirements for the Use, Care, and Protection of Abrasive Wheels”), explicitly prohibit using cutting discs for grinding due to this well-documented risk.
Remember: A cutting disc is for cutting only. A grinding wheel is for grinding only. Never mix their applications.
Maintaining Correct Tool Angles and Pressure
Using your angle grinder or other tool correctly is vital for both effectiveness and safety.
- Correct Angles:
- Cutting: Approach the workpiece at approximately a 90-degree angle. This allows the thin edge to do its job efficiently and minimizes side load on the disc.
- Grinding: Use a shallower angle, typically between 15 and 35 degrees, allowing the face of the thicker grinding wheel to contact the work surface. Always check the tool and wheel manufacturer’s recommendations, as optimal angles can vary. Using the wrong angle can reduce control and potentially stress the wheel improperly.
- Appropriate Pressure: Let the tool do the work. Applying excessive force offers little benefit and increases risks:
- Binding: Too much pressure can cause the wheel to bind or jam in the workpiece, potentially leading to dangerous kickback where the tool is violently thrown back towards the operator.
- Overheating: Excessive force generates more heat, which can damage the workpiece or the abrasive wheel itself, increasing the risk of failure.
- Loss of Control: Forcing the tool makes it harder to control its movement accurately and safely.
Use steady, consistent pressure, allowing the abrasive grains to efficiently remove material without overloading the tool or the wheel.
Essential Personal Protective Equipment (PPE)
Sparks, noise, dust, and the potential for flying debris make Personal Protective Equipment absolutely non-negotiable for both cutting and grinding.
Eye and Face Protection
This is paramount. Always wear safety glasses conforming to relevant standards (e.g., ANSI Z87.1 in the US) PLUS a full face shield over them. Sparks and fragments can easily get around glasses alone. Double protection is essential.
Hearing Protection
Angle grinders and similar tools operate at high noise levels, often exceeding safe exposure limits set by organizations like OSHA[6] (Occupational Safety and Health Administration). Consistent use of earplugs or earmuffs is necessary to prevent permanent hearing damage.
Respiratory Protection
Cutting and grinding generate fine dust particles and potentially hazardous fumes, depending on the material being worked and any coatings present. At a minimum, a NIOSH-approved N95 respirator[7] should be used. Working with certain materials (like stainless steel, galvanized metal, or coated materials) may require a higher level of respiratory protection – always consult safety data sheets (SDS) for the material and follow workplace safety guidelines.
Hand and Body Protection
- Gloves: Wear sturdy work gloves, typically leather, to protect against cuts, abrasions, heat, and sparks.
- Clothing: Wear non-flammable clothing, such as cotton or wool work clothes, that covers arms and legs. Avoid synthetic fabrics that can melt and stick to skin when hit by sparks. A leather apron or jacket provides additional protection. Ensure clothing is not loose or dangling, which could get caught in the tool.
- Footwear: Sturdy work boots, preferably with safety toes, are recommended.
Inspecting Wheels Before Use
Before mounting any abrasive wheel, perform a careful inspection. This simple step can prevent catastrophic failures.
- Visual Check: Look closely for any cracks, chips, gouges, or other visible damage. Check the expiration date often printed on the wheel or blotter – the bonding agents can degrade over time. If you see any damage or if it’s expired, do not use the wheel. Discard it immediately and safely (breaking it to prevent accidental use is a good practice).
- Check Machine Guards: Ensure the grinder’s safety guard is properly in place and adjusted. It’s designed to help contain fragments if a wheel does break. Never operate a grinder with the guard removed.
- Check Speed Rating (RPM): Verify that the maximum safe operating speed (RPM – Revolutions Per Minute) marked on the wheel is equal to or greater than the maximum speed of the grinder tool itself. Using a wheel on a tool that spins faster than the wheel’s rating is extremely dangerous and can cause it to fly apart.
- Proper Mounting: Ensure the wheel fits correctly on the tool’s spindle and that the mounting flanges are clean, flat, and the correct size. Do not overtighten the locking nut, as this can damage the wheel.
- The “Ring Test” (Mainly for larger bench/pedestal grinder wheels): Gently tap the wheel near the edge with a non-metallic object (like a plastic or wooden screwdriver handle). A sound, undamaged wheel should produce a clear metallic ringing tone. A dull “thud” often indicates a crack or internal damage, meaning the wheel should not be used.
Taking these safety precautions seriously every time you cut or grind is essential to prevent injury and ensure a safe working environment.
Conclusion
Understanding the fundamental differences between cutting and grinding—from their actions and tools to their applications and safety rules—allows you to choose the right process for your task. This knowledge helps you work more efficiently and, most importantly, significantly reduces the risk of injury. Always remember to prioritize safety, use the correct tool and technique for the specific job, and wear the appropriate personal protective equipment.
References
- abrasive grains1 – Britannica encyclopedia entry defining abrasive materials.
- diamond grinding wheels2 – ZYDiamondTools blog explaining what diamond grinding wheels are.
- many types of diamond cutting discs3 – ZYDiamondTools blog post detailing different types of diamond cutting discs.
- tips for choosing the right diamond grinding wheel4 – ZYDiamondTools guide on selecting appropriate diamond grinding wheels.
- ANSI B7.15 – OSHA regulation page that incorporates requirements related to abrasive wheel safety, often referencing ANSI B7.1.
- OSHA6 – OSHA topic page on occupational noise exposure standards and safety.
- NIOSH-approved N95 respirator7 – CDC/NIOSH page providing information and lists for approved N95 particulate respirators.