-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

Ultimate Guide to Selecting the Right CNC Wheel Dressing Machine

What are the most critical factors to consider when selecting a CNC wheel dressing machine for your manufacturing facility?
Selecting the right CNC wheel dressing machine1 requires evaluating its ability to operate as a standalone offline system. You must verify spindle rigidity for superabrasives, ensure advanced CNC control for complex profiles, and confirm seamless adapter compatibility with your existing infrastructure.
Core Advantages of Implementing Standalone Offline Systems
Why should a manufacturing facility invest in a standalone offline system instead of dressing wheels directly on their primary grinders?
Implementing a standalone offline wheel dressing machine fundamentally shifts preparation time away from your main production equipment. Consequently, this isolated process significantly increases the active cutting time of primary grinders. Furthermore, it ensures consistent thermal stability by removing heat generation from the main machine bed. Ultimately, this approach boosts overall shop floor throughput and part precision.
Maximizing Uptime for Primary Tool and Cutter Grinders
Spindle utilization is the heartbeat of any grinding workshop. If your primary 5-axis grinder is not making chips, it is not making money. Therefore, taking a grinder offline to dress a wheel pack severely hurts production efficiency.
When operators dress wheels directly inside the main grinder, the machine must stop producing parts. First, the operator sets up the dressing tools. Next, they run the dressing cycle. Finally, they must clean the work area before resuming production. Consequently, all this downtime adds up quickly over a busy week.
Moving this process to an offline machine solves this bottleneck. Think of this method like using an offline tool presetter for a CNC milling center. If the milling spindle waits for a tool to be measured, it wastes valuable time. Similarly, preparing your grinding wheels on a separate machine allows the main grinder to run continuously.
“Decoupling the dressing process from the grinding process2 is the fastest way to instantly increase your overall equipment effectiveness (OEE)3.”
By using an isolated system, operators can prepare the next set of wheels while the current job is still running. As a result, changeover times drop drastically. Industry data shows that many shops report a 15% to 20% increase in spindle uptime after making this switch.
Uptime Comparison: On-Machine vs. Offline Dressing
| Process Step | On-Machine Dressing | Offline Standalone System |
|---|---|---|
| Wheel Setup | Primary grinder is stopped. | Primary grinder keeps running. |
| Dressing Cycle | Zero part production. | Zero interruption to production. |
| Machine Cleaning | Required before grinding parts. | Handled on the offline machine. |
| Spindle Uptime | Lower (Frequent stops). | Maximized (Continuous running). |
In short, an offline system transforms wheel preparation from a machine-stopping event into a parallel background task.
Achieving Better Thermal Stability in Isolated Environments
Precision grinding requires strict temperature control. Even tiny temperature changes can ruin a tight tolerance. Therefore, managing heat is critical for operational success.
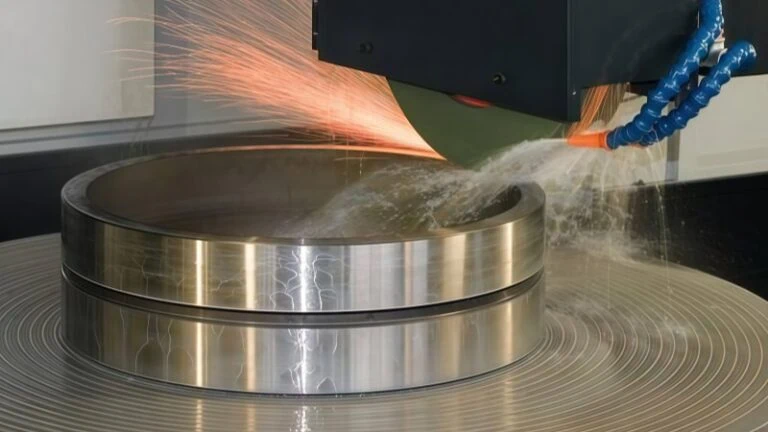
Dressing superabrasive wheels generates extreme friction. Naturally, this friction produces a massive amount of heat. If you dress wheels inside your primary grinder, this heat dumps directly into the machine’s coolant. Subsequently, the heated coolant flows over the machine bed and spindle.
This sudden temperature spike causes thermal expansion. The metal components of the grinder physically grow and shift. Consequently, the machine loses its precise alignment. You will struggle to hold tolerances until the machine cools down and stabilizes again.
Using a standalone dressing machine completely isolates this heat. It keeps the destructive thermal energy far away from your primary production equipment. To understand this, consider how a Coordinate Measuring Machine (CMM)4 operates. A CMM sits in a climate-controlled room to prevent the metal frame from expanding and distorting measurements. Just like the CMM needs a stable environment, your primary grinder needs a stable temperature to cut accurately.
In addition, the offline machine has its own dedicated coolant system. Therefore, the dressing sludge and debris never contaminate your primary grinder’s coolant tank. Clean, temperature-stable coolant on the main machine leads to better surface finishes and longer wheel life. Ultimately, isolating the dressing process guarantees that your primary grinder remains thermally stable all day long.

Essential Technical Specifications for Superabrasive Operations
Evaluating a machine’s technical capabilities is the only way to guarantee it can handle the intense demands of superabrasive materials.
To process superabrasives effectively, a dressing machine must possess exceptional spindle rigidity, low runout tolerances, and integrated optical measurement systems. Furthermore, it must generate sufficient torque to accurately shape diamond and Cubic Boron Nitride (CBN) wheel5 packs. Prioritizing these specific technical parameters ensures precise wheel geometry and maximizes the lifespan of your grinding wheels.
Dressing Capabilities for Diamond and CBN Wheel Packs
Standard aluminum oxide wheels are relatively easy to shape. However, superabrasives like diamond and CBN require a completely different approach. Are your current machines truly equipped for this tough task?
Diamond is the hardest known material. CBN is a close second. Therefore, shaping these wheels demands significant power. A standard dressing unit simply will not work; it will stall or wear out instantly. Instead, you need a machine specifically designed for superabrasive operations.
These advanced machines use rotary dressing. In this process, a motorized dressing wheel grinds against the superabrasive wheel. Consequently, the speed ratio between the two wheels is critical. Usually, the dressing wheel must spin much faster or slower than the main wheel to crush the abrasive bonds effectively. Because exact spindle speeds and motor torque capacities vary widely among different equipment manufacturers, always verify these specific drive parameters with your chosen supplier.
Think of this like machining materials on a CNC lathe. Turning soft plastic requires low cutting forces. Conversely, turning hardened tool steel demands high torque and rigid tooling. Similarly, dressing superabrasives requires a heavy-duty rotary dressing spindle to handle the extreme forces.
Spindle Rigidity and Runout Tolerance Standards
When dealing with micron-level precision, spindle rigidity is everything. If the dressing spindle flexes even slightly under pressure, your wheel profile will be incorrect.
Deflection causes chatter. This chatter transfers directly to the grinding wheel. Subsequently, the poorly dressed wheel will leave a terrible surface finish on your final manufactured parts. Therefore, the machine base and spindle housing must be incredibly stiff. Many high-end machines use cast iron or polymer concrete bases to absorb these cutting vibrations.
Runout is another critical factor. Runout measures how much the spindle wobbles as it spins. For superabrasive wheel dressing, spindle runout must be kept to an absolute minimum. Typically, high-quality dressing machines maintain runout tolerances below 0.002 mm.
“A wheel dressed with excessive runout will only cut on one side, accelerating tool wear and destroying part accuracy.”
Impact of Spindle Runout on Production
| Spindle Runout Level | Wheel Condition After Dressing | Final Part Surface Finish |
|---|---|---|
| Under 0.002 mm | Perfectly concentric | Excellent (Mirror finish possible) |
| 0.005 mm | Slight wobble | Acceptable, but tool life drops |
| Over 0.010 mm | Severe uneven wear | Poor (Visible chatter marks) |
Vision Systems and Optical Measurement Integration
How do you know your wheel profile is perfect before you put it back into production? In the past, operators had to guess or use offline comparators. Today, integrated vision systems solve this problem.
Modern CNC dressing machines feature high-resolution optical cameras mounted directly inside the work envelope. These cameras look directly at the grinding wheel. Next, they project the wheel’s live image onto a computer monitor.
This optical measurement integration is incredibly powerful. The software overlays a CAD drawing (like a DXF file) directly over the live video feed. As a result, the operator can visually confirm the dressing accuracy in real-time. If the wheel does not match the CAD line, the operator can adjust the program immediately.
This process is similar to using an optical tool presetter for a CNC milling machine. You measure the tool exactly where it sits. Therefore, you eliminate the handling errors that occur when moving heavy wheel packs between different measuring stations. These vision systems inspect radii, angles, and complex forms without ever touching the wheel.

CNC Control and Software Requirements for Complex Profiles
The right software transforms a rigid mechanical system into a highly adaptable tool capable of generating highly complex wheel profiles efficiently.
Advanced CNC controls and specialized software platforms enable operators to generate custom wheel profiles by translating digital designs into precise automated machine movements. These systems utilize conversational programming and parametric inputs to eliminate manual coding, thereby reducing setup times and minimizing human error. Robust software ensures that even the most intricate custom geometries are formed with exact repeatability.
User Interface Simplicity for Quick Setup
In today’s fast-paced manufacturing environment, complex software is a liability. Operators cannot waste time typing endless lines of manual code. Therefore, a simple user interface is absolutely critical for quick machine setup.
Modern wheel dressing machines use conversational programming interfaces. Instead of writing raw G-code, operators simply fill in the blanks. The screen displays a clear, graphical picture of the wheel shape. Next, the operator types in specific dimensions like angles, radii, and widths. Consequently, the machine’s control system automatically generates the necessary toolpaths in the background.
This process is very similar to using a conversational control on a modern CNC lathe. You tell the machine the final shape you want. Then, the machine calculates the required cutting passes. As a result, setup times drop dramatically.
“A highly visual, intuitive software interface reduces wheel preparation time from hours to just a few minutes.”
Furthermore, these graphical interfaces typically store a built-in library of standard wheel shapes. Operators can instantly pull up common profiles, such as a standard 1V1 or 11V9 wheel. They just adjust a few numbers and start the dressing cycle.
Programming Flexibility for Custom Wheel Geometries
Standard wheels are common, but custom tools require unique wheel geometries. What happens when your aerospace customer needs a specialized step drill? You must dress a highly specific, complex profile into your grinding wheel pack.
Therefore, programming flexibility is a mandatory requirement. The dressing software must easily handle non-standard shapes. The most efficient way to achieve this is through direct CAD integration. High-end software allows operators to import DXF files directly into the machine control.
Think of this like programming a Wire EDM machine. You import the exact 2D profile from your engineering department. Then, the EDM software creates the precise cutting path. Similarly, advanced dressing software takes the imported DXF file and instantly generates the dressing unit’s exact path.
This flexibility eliminates mathematical calculation errors. If an operator tries to calculate complex tangent points manually, mistakes happen. By relying on imported CAD data, the profile is always perfect.
Comparing Software Programming Methods
| Programming Method | Setup Speed | Best Used For | Accuracy Level |
|---|---|---|---|
| Manual G-Code | Very Slow | Basic, simple shapes | High risk of human error |
| Parametric Macros | Fast | Standard wheel libraries | Very High |
| Direct DXF Import | Very Fast | Complex, custom geometries | Extremely High (CAD exact) |
Moreover, flexible software allows operators to link multiple wheel shapes together seamlessly. They can dress a roughing section and a finishing section on the exact same wheel hub. Ultimately, robust software empowers your shop to take on the most complex custom cutting tool orders with absolute confidence.

Seamless Integration with Existing Workshop Infrastructure
A new standalone dressing machine must fit perfectly into your current grinding operations without causing tooling bottlenecks or requiring redundant investments.
A standalone wheel dressing machine achieves seamless integration by utilizing standardized spindle adapters and universal clamping systems that mirror your existing primary grinders. By supporting common interfaces like HSK and ISO, the machine guarantees that wheel packs can be prepared offline and transferred directly to production without losing their dialed-in precision. This universal compatibility completely eliminates the need to purchase duplicate wheel hubs.
Adapter Compatibility for HSK and ISO Spindle Tapers
A machine shop rarely uses just one type of spindle connection. Therefore, your offline dressing equipment must adapt to various tooling standards. Why buy entirely new wheel hubs when you can simply adapt your current ones?
The two most common spindle interfaces in precision grinding are HSK (Hollow Shank Tooling) and ISO (steep taper) designs. HSK tapers provide exceptional rigidity at high speeds because they offer dual face and taper contact. Conversely, traditional ISO tapers use a steeper angle for reliable centering.
An advanced offline dressing machine acts as a universal base station. Instead of featuring a permanent, fixed spindle nose, it utilizes interchangeable adapter pots. First, you lock the correct adapter (for example, an HSK50 adapter) into the dressing machine. Next, you load your grinder’s actual wheel hub into that adapter.
This process is identical to using a modular tool holding system on a CNC milling center. You swap the base holder to match the spindle, allowing you to use the same cutting tool across different machines. Similarly, these adapters allow one dressing machine to process wheels for your entire shop.
Common Spindle Taper Interfaces for Grinding
| Taper Type | Key Characteristic | Common Industry Application |
|---|---|---|
| HSK 50 / HSK 63 | Dual face and taper contact | High-precision 5-axis CNC grinders |
| ISO 20 / ISO 30 | Steep angle centering | Traditional tool and cutter grinders |
| Direct Mount | Bolted directly to the flange | Heavy-duty creep feed grinding |
Tooling Portability Across Leading Grinder Brands
Many manufacturing facilities operate a mix of different grinding machine brands. For instance, a shop might run Anca machines for end mills and Rollomatic machines for micro-tooling. How do you serve a diverse floor with a single offline system?
The answer lies in absolute tooling portability. When a wheel pack is dressed and measured on a high-quality offline machine, it becomes a calibrated, ready-to-use module. You simply remove the entire assembly from the dressing machine and insert it directly into the target grinder.
Think of this workflow like using a pallet pool system on a horizontal machining center. You fixture the raw part on a universal pallet completely outside the machine. Then, the pallet moves seamlessly into the cutting zone. The machine trusts the offline setup. In the exact same way, the primary grinder trusts the precise geometry prepared by the offline dresser.
This portability bridges the gap between competing machine tool brands. One offline dressing machine can successfully support a workshop running a combination of Walter, Star, and Schütte grinders. You do not need a dedicated dressing machine for each specific brand. Consequently, this flexibility dramatically reduces your total capital equipment investment. Furthermore, it centralizes all wheel management into one highly efficient tool crib department.
Conclusion
Investing in the right CNC wheel dressing machine is a strategic decision that directly impacts your entire manufacturing workflow. By moving the dressing process to a standalone offline system, you immediately unlock higher spindle uptime on your primary grinders and maintain crucial thermal stability. Choosing a machine with rigid construction, advanced vision systems, and flexible CNC software ensures you can accurately profile even the toughest diamond and CBN superabrasives. Most importantly, ensuring universal adapter compatibility guarantees that your new equipment will integrate flawlessly with your existing tool inventory. If you are ready to upgrade your grinding operations or need further assistance evaluating specific machine capabilities, please contact us.
- Wheel Dressing Machine1 – ZYDiamondTools product category showcasing advanced solutions for offline wheel preparation.
- Grinding Process2 – ZYDiamondTools blog post detailing the core differences and principles between cutting and precision grinding.
- Overall Equipment Effectiveness (OEE)3 – OEE.com resource explaining the gold standard for measuring manufacturing productivity and equipment utilization.
- Coordinate Measuring Machine (CMM)4 – Wikipedia overview of the device used to measure the physical geometrical characteristics of an object.
- Diamond and Cubic Boron Nitride (CBN) Wheel5 – ZYDiamondTools product category showcasing a variety of high-performance diamond and CBN grinding wheels.