-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

Is PCBN the Optimal Choice for Machining Your Brake Rotors and Disks?

When it comes to making brake rotors and discs efficiently and to a high quality, is choosing PCBN tooling really the best way to go?
For machining brake rotors and disks, PCBN (Polycrystalline Cubic Boron Nitride) tooling often stands out as an optimal choice due to its ability to significantly enhance productivity through higher cutting speeds, dramatically extend tool life, improve surface finish quality often eliminating secondary operations, effectively overcome common machining challenges with cast iron, and ultimately deliver better long-term economic benefits despite a higher initial investment.
Why Should You Consider PCBN for Your Brake Rotor Machining Operations?
So, why exactly should you think about using PCBN tools for making brake rotors and discs?
You should consider PCBN (Polycrystalline Cubic Boron Nitride) tools for machining brake rotors and disks primarily because they offer significantly longer tool life, allow much faster cutting speeds, produce better surface finishes, and ultimately lead to lower overall costs per part compared to traditional cutting tools when working with common brake rotor materials like cast iron.
Let’s explore these reasons in more detail.
Understanding Polycrystalline Cubic Boron Nitride (PCBN): Key Material Properties and Strengths
To understand why PCBN is so effective for brake rotors, we first need to know a little about what it is and what makes it special. Imagine a material almost as hard as diamond – that’s PCBN!
Polycrystalline Cubic Boron Nitride (PCBN)1 is a man-made (synthetic) material. It’s created by taking tiny particles of Cubic Boron Nitride (CBN) – the second hardest known material after diamond – and fusing them together with a special binder, often ceramic, under very high pressure and temperature. This process creates a solid, ultra-hard cutting material. You can think of the CBN particles as tiny, incredibly hard specks, and the binder acts like a super-strong cement holding them all together in a very dense and robust structure. This results in a cutting tool material with some truly remarkable properties.
What are these key properties and strengths?
- Exceptional Hardness: PCBN is extremely hard. This means it can cut through other hard materials, like the grey cast iron2 used in most brake rotors, without wearing down quickly. Its hardness is maintained even when things get hot, which is very important during machining.
- High Thermal Stability (Hot Hardness): When cutting metal, a lot of heat is generated. Many cutting tool materials get softer when they heat up, causing them to wear out faster or lose their sharp cutting edge. PCBN, however, is different. It keeps its hardness and strength at very high temperatures (often above 1000°C or 1832°F). This “hot hardness” is crucial for machining brake rotors at high speeds because it prevents the tool from deforming or rapidly degrading.
- Excellent Wear Resistance: Because it’s so hard and stays hard even when hot, PCBN resists wear exceptionally well. This means a PCBN cutting edge will last much, much longer than traditional tools when machining abrasive materials like grey cast iron, which is common for brake discs. Consequently, fewer tool changes mean more uptime for machines.
- Chemical Inertness with Ferrous Metals: This sounds technical, but it’s a very important advantage when cutting iron-based materials like brake rotors. PCBN is chemically stable and doesn’t easily react with iron, even at high cutting temperatures. Diamond, while harder, is not suitable for machining steel or cast iron because the carbon in diamond reacts with iron, leading to rapid tool wear. PCBN doesn’t have this problem, making it ideal for these “ferrous” materials.
These inherent strengths make PCBN a powerful choice for demanding applications like machining brake rotors, where consistency and tool life are paramount.
The Core Advantages: How PCBN Significantly Enhances Speed, Tool Longevity, and Surface Finish on Brake Discs
Now that we know what PCBN is made of and its fundamental strengths, let’s look at how these translate into real-world benefits when you’re making brake discs. Indeed, the advantages are not just minor improvements; they can fundamentally change the efficiency and quality of your machining operations.
- Massively Increased Cutting Speeds:
Because PCBN tools are so hard and maintain their integrity at high temperatures, you can run your machines much faster. For instance, when machining grey cast iron brake discs (a very common material), PCBN inserts can often operate at cutting speeds 2 to 5 times higher, and sometimes even more, than traditional tungsten carbide tools.- What does this mean for production? Higher speeds directly translate to shorter cycle times for each brake rotor. If you can machine a rotor in, say, 60 seconds instead of 120 seconds, you’ve effectively doubled your output capacity on that machine. This is a huge plus for high-volume production environments.
- Exceptional Tool Longevity:
This is perhaps one of the most celebrated benefits of PCBN. Due to its incredible wear resistance, a single PCBN cutting edge can machine many more brake rotors before needing to be replaced compared to carbide or even many ceramic tools.- Industry Impact: It’s not uncommon in the automotive industry for PCBN tools to last 10, 20, or even 50 times longer than carbide tools in continuous cast iron machining. For example, a carbide insert might machine 50-100 brake discs, while a PCBN insert in the same operation could machine 1000-5000 discs or more.
- Benefits: This significantly reduces downtime for tool changes, lowers the number of tools consumed, and leads to more consistent machining processes since the tool geometry remains effective for longer.
- Superior Surface Finish:
PCBN tools can often produce a much smoother and more accurate surface finish on brake rotors. The ability to maintain a sharp, stable cutting edge allows for cleaner cuts.- Why it matters for brake discs: A good surface finish is critical for brake performance, reducing noise and ensuring proper pad bedding. In many cases, the finish achieved with PCBN machining can be so good that it meets the final specifications without needing a separate, time-consuming grinding operation. This is often referred to as “hard turning3” or “finish hard turning,” where PCBN replaces grinding.
- Example: If a brake disc specification calls for a surface roughness (Ra)4 of, for example, 0.8 to 1.6 micrometers, PCBN can often achieve this directly, whereas older methods might require a secondary finishing step.
These core advantages—speed, tool life, and surface finish—work together to make the machining of brake discs more efficient, consistent, and often of higher quality.
How Does PCBN Compare to Traditional Carbide and Ceramic Tools for Cast Iron Brake Rotor Machining?
When deciding on the best cutting tool for brake rotors, especially those made from grey cast iron (like HT250 or G3000 grades), it’s helpful to compare PCBN with the more traditional options: tungsten carbide and ceramic tools. Each has its place, but PCBN often comes out on top for high-volume, demanding applications.
Let’s look at a comparison:
| Feature | Tungsten Carbide Tools | Ceramic Tools | PCBN Tools |
|---|---|---|---|
| Hardness | Good, but significantly less than PCBN. | Very hard, but can be brittle. | Exceptionally hard (second only to diamond). |
| Hot Hardness | Softens at higher temperatures (around 800°C / 1470°F). | Excellent hot hardness, can withstand very high temperatures. | Outstanding hot hardness, retains cutting edge at extreme temperatures. |
| Tool Life | Shorter, especially in abrasive cast iron or at high speeds. | Can be longer than carbide, but prone to chipping/fracture. | Significantly longer than both, especially in continuous cuts. |
| Cutting Speed | Lower to moderate. Exceeding optimal speeds causes rapid wear. | Can be used at very high speeds, often higher than carbide. | Can be used at very high speeds, often exceeding ceramics in stability. |
| Toughness | Generally good (resists chipping well in many grades). | More brittle than carbide and PCBN; sensitive to interruptions. | Less tough than carbide, but tougher than many ceramics. Specific PCBN grades offer improved toughness for interrupted cuts. |
| Chemical Stability (with Iron) | Generally stable. | Very stable. | Excellent stability, no adverse reaction with iron. |
| Typical Application for Brake Rotors | Roughing, lower volume production, or where cost per tool is a primary concern initially. | Finish machining at high speeds, but requires stable conditions. | High-volume roughing and finishing, especially where long tool life and high productivity are key. Often replaces grinding. |
| Weakness for Brake Rotors | Wears relatively quickly, limiting speed and productivity. | Can chip or fracture unexpectedly, especially with casting variations or interruptions. | Higher initial tool cost. Some grades can be sensitive to heavy interruptions if not selected properly. |
Why PCBN often wins for brake rotors:
- Consistency in Cast Iron: Brake rotor castings can sometimes have inconsistencies (like hard spots or inclusions) and slight interruptions (like vent holes or slots). While very hard, some ceramic tools are brittle and can fail unpredictably in these conditions. Tougher grades of PCBN can handle these situations much better, providing more reliable and consistent performance.
- Balancing Speed and Tool Life: While some ceramics can match or exceed PCBN’s cutting speeds in ideal, continuous finishing cuts, PCBN often provides a better overall balance of high speed and exceptionally long tool life. This balance is critical for minimizing cost per part in mass production.
- Eliminating Operations: As mentioned, PCBN’s ability to produce excellent surface finishes can sometimes eliminate the need for separate grinding operations. This simplifies the manufacturing process and saves considerable time and money, a significant advantage over many carbide and some ceramic applications.
It’s important to note that the best tool choice can depend on the specific type of cast iron, the machine’s rigidity, the production volume, and the particular features of the brake rotor. However, for high-efficiency, high-quality brake rotor machining, PCBN presents a very compelling case over older technologies. Always consult with your tooling supplier to ensure the selected PCBN grade and geometry are optimized for your specific application, as this can significantly influence performance.
Beyond Initial Investment: Unveiling the Long-Term Economic Benefits and ROI of PCBN
One of the first things people notice about PCBN tools is that their initial purchase price is typically higher than that of carbide or even some ceramic inserts. This can sometimes make businesses hesitate. However, looking only at the upfront cost is like judging a car solely by its sticker price without considering its fuel efficiency, maintenance costs, or lifespan. To truly understand the value of PCBN, we need to look “beyond the initial investment” and consider the total economic picture5, often referred to as Return on Investment (ROI).
So, how does a more expensive tool actually save you money in the long run when machining brake rotors?
- Reduced Cost Per Part: This is the ultimate measure. Even if one PCBN insert costs, for example, 5 to 10 times more than a carbide insert, if it machines 20 to 50 times more parts and does so at twice the speed, the actual tooling cost allocated to each brake rotor produced is significantly lower.
- Simplified Example:
- Carbide: $5/insert, machines 100 parts = $0.05 tooling cost per part.
- PCBN: $50/insert, machines 3000 parts = $0.0167 tooling cost per part.
(These are illustrative numbers; actual figures will vary based on application and specific tool prices.)
- Simplified Example:
- Increased Machine Productivity and Throughput:
As we discussed, PCBN allows for much higher cutting speeds. This means more brake rotors can be produced by the same machine in the same amount of time.- Impact: This can delay or eliminate the need to purchase additional machines, free up existing machine capacity for other jobs, and allow you to meet higher customer demands more easily. Indeed, the value of this increased throughput can be immense.
- Drastically Reduced Downtime for Tool Changes:
Because PCBN tools last so much longer, machines don’t need to be stopped as frequently to change worn inserts.- Economic Benefit: Every time a machine is stopped, it’s not producing parts, but you’re still paying for overhead, labor, and energy. Reducing this non-productive downtime directly adds to profitability. For example, if a tool change takes 5-10 minutes, and you eliminate dozens of such changes per shift, the accumulated time savings are substantial.
- Lower Labor Costs (Per Part):
With faster cycle times and fewer tool changes, the amount of direct labor attributed to each machined brake rotor decreases. Consequently, operators can oversee more production or be allocated to other value-adding tasks. - Potential Elimination of Grinding Operations:
If PCBN can provide the required surface finish and dimensional accuracy directly from the turning operation, the entire cost associated with a subsequent grinding step (machines, labor, consumables, time) can be eliminated. This is a massive cost saving. - Improved Part Quality and Reduced Scrap:
The consistent performance of PCBN tools and their ability to hold tight tolerances for longer periods often lead to more consistent part quality. This, in turn, results in a reduction in the number of rejected or scrapped brake rotors. Scrap is a direct loss of materials, labor, and machine time.
When you factor in all these elements – higher productivity, much longer tool life, reduced downtime, potential for process simplification, and improved quality – the initially higher cost of PCBN tools is often quickly offset. This leads to significant long-term economic benefits and a strong ROI. Ultimately, it’s about optimizing the entire manufacturing process, not just minimizing the cost of a single cutting insert. Therefore, a thorough cost analysis is usually highly favorable for PCBN in high-volume brake rotor production.

How Can You Successfully Implement PCBN Tooling for High-Efficiency Brake Disk Manufacturing?
So, you’re likely seeing the potential of PCBN for your brake disc production, but how do you actually put these advanced tools to work successfully and achieve that promised high efficiency?
Successfully implementing PCBN tooling for high-efficiency brake disk manufacturing hinges on three key actions: meticulously selecting the appropriate PCBN grade for your specific brake rotor material and cutting conditions, applying the correct critical machining parameters like speed, feed, and depth of cut, and adhering to best practices for tool setup and coolant strategy.
Let’s break down these essential steps to ensure you get the best results.
Selecting the Correct PCBN Grade for Your Specific Brake Rotor Material and Application
Think of PCBN tools not as a single “one-size-fits-all” solution, but rather as a family of specialized tools6. Different “grades” of PCBN are available, and choosing the right PCBN grade is the very first step towards success, much like choosing the right type of tire for a car based on whether you’re racing or driving in snow.
PCBN grades vary mainly in:
- CBN Content: This is the amount of Cubic Boron Nitride (the super-hard stuff) in the tool. Grades with a high CBN content (often 80-95%) are generally excellent for machining grey cast iron, the most common material for brake rotors. They offer great wear resistance against the abrasive nature of cast iron.
- Binder Material: The material used to hold the CBN particles together (the “binder”) also affects the tool’s properties. Some binders enhance toughness, while others might improve chemical stability.
- Grain Size: The size of the CBN particles can influence whether the tool is better for rough, heavy cuts or smooth, finishing cuts.
So, what should you look for when selecting a PCBN grade for brake rotors?
- Prioritize High CBN Content for Cast Iron: For machining standard grey cast iron brake discs (like G3000 or HT250 grades), PCBN grades with a high percentage of CBN are usually the top choice. These grades provide the best wear resistance against the abrasive graphite flakes and hard pearlite in the cast iron.
- Consider Toughness for Interrupted Cuts: Brake rotors aren’t always simple, solid discs. Many have cooling fins, slots, or holes. These features create “interrupted cuts,” meaning the cutting edge repeatedly enters and exits the material. This action can put a lot of stress on the tool.
- For rotors with significant interruptions, you might need a PCBN grade that offers a bit more toughness (resistance to chipping or breaking), even if it means a slightly lower CBN content or a special binder. These are often referred to as “tough-grade” PCBNs.
- For smooth, continuous cuts on solid disc surfaces, a harder, high-CBN grade might be optimal.
- Match the Grade to the Operation (Roughing vs. Finishing):
- Roughing: If you’re taking off a lot of material quickly (rough machining), a tougher PCBN grade with a strong cutting edge might be preferred.
- Finishing: For the final pass that determines the surface smoothness and final size, a PCBN grade with finer CBN grains capable of producing a very high-quality finish is ideal. Some PCBN grades are versatile enough for both.
Key Takeaway: Don’t just pick any PCBN tool. Discuss your specific brake rotor material (e.g., its hardness, any special alloying elements), the design of the rotor (solid or vented), and your machining goals (roughing, finishing, or both) with your tooling supplier. They can help you match the PCBN grade – including its CBN content, binder type, and even the cutting edge preparation (how the very tip of the tool is shaped) – to your exact needs. This expert advice is invaluable for optimal performance.
Critical Machining Parameters: Proven Speeds, Feeds, and Depths of Cut for Optimal PCBN Performance
Once you have the right PCBN grade, the next crucial step is to use the correct “speeds and feeds” – technically known as machining parameters. Think of this like tuning a high-performance engine; it needs the right settings to deliver its full power without causing damage. For PCBN, these parameters are often quite different from those used for carbide tools.
The main parameters to consider are:
- Cutting Speed (Vc): This is how fast the surface of the brake rotor moves past the cutting tool, usually measured in meters per minute (m/min) or surface feet per minute (SFM).
- PCBN’s Strength: PCBN excels at high cutting speeds, which is a major reason for its high productivity. For grey cast iron brake rotors, typical cutting speeds can range significantly:
- Roughing: Often in the range of 300-800 m/min (approx. 1000-2600 SFM).
- Finishing: Can be even higher, sometimes 600-1200 m/min (approx. 2000-4000 SFM) or more, depending on the PCBN grade and machine capabilities.
- Why it’s important: Too slow, and you’re not taking full advantage of PCBN’s capabilities. Too fast for a specific grade or setup, and you might risk premature tool wear or instability.
- PCBN’s Strength: PCBN excels at high cutting speeds, which is a major reason for its high productivity. For grey cast iron brake rotors, typical cutting speeds can range significantly:
- Feed Rate (f): This is how fast the cutting tool advances along or into the workpiece per revolution of the rotor or per tooth (if milling), usually measured in millimeters per revolution (mm/rev) or inches per revolution (in/rev).
- Balancing Act: The feed rate needs to be balanced with the cutting speed and depth of cut. For brake rotors:
- Roughing: Higher feed rates (e.g., 0.3-0.6 mm/rev) can be used to remove material quickly.
- Finishing: Lower feed rates (e.g., 0.1-0.3 mm/rev) are typically used to achieve a smoother surface finish.
- Impact: Too high a feed rate can increase cutting forces, potentially leading to tool chipping or poor finish. Too low a feed rate can sometimes lead to rubbing and accelerated wear, especially with some PCBN grades.
- Balancing Act: The feed rate needs to be balanced with the cutting speed and depth of cut. For brake rotors:
- Depth of Cut (ap): This is how much material the tool removes in one pass, measured in millimeters (mm) or inches (in).
- Considerations:
- Roughing: Larger depths of cut (e.g., 1-4 mm, sometimes more on robust setups) are used to remove material efficiently.
- Finishing: Smaller depths of cut (e.g., 0.1-0.5 mm) are used to achieve final dimensions and surface quality.
- PCBN Edge Strength: The PCBN insert must have adequate strength and edge preparation to handle the planned depth of cut.
- Considerations:
A Critical Reminder on Parameters:
The cutting speeds, feed rates, and depths of cut mentioned above are general guidelines and can vary significantly. Optimal parameters depend heavily on:
- The specific PCBN grade and insert geometry you are using.
- The exact material composition and hardness of your brake rotors.
- The rigidity and power of your machine tool.
- The stability of your tool holding and workpiece clamping.
- Whether you are roughing or finishing.
- The coolant strategy (see next section).
Therefore, it is absolutely essential to consult the recommendations provided by your PCBN tooling supplier. They will provide starting parameters tailored to their specific products and your application. Then, you may need to make small adjustments (e.g., +/- 10-15%) based on your actual results to fine-tune the process for the best performance and tool life.
Best Practices for Tool Setup, Coolant Strategy (Wet vs. Dry Machining), and Ensuring Consistent Output
Having the right PCBN grade and the correct starting parameters is vital. However, how you set up your tools and manage the cutting environment also plays a huge role in successful, high-efficiency brake disk manufacturing. Think of this as ensuring the race car (your machine and PCBN tool) has a perfect pit crew and track conditions.
Here are some best practices:
- Rigid and Secure Tool Setup:
- Minimize Overhang: The cutting tool should be held as rigidly as possible, with minimal overhang from the tool holder. Too much overhang can lead to vibrations, which are detrimental to PCBN tools, potentially causing chipping and poor surface finish. Imagine trying to write with a very long, wobbly pencil – it’s hard to be precise!
- Stable Tool Holders: Use high-quality, well-maintained tool holders that clamp the PCBN insert securely and accurately.
- Workpiece Clamping: Ensure the brake rotor itself is clamped firmly and with good concentricity (meaning it spins perfectly centered). Any looseness or wobble in the workpiece will transfer to the cutting operation.
- Coolant Strategy: Wet or Dry?
This is an important consideration for PCBN machining of brake rotors.- Dry Machining: Many PCBN grades, due to their excellent hot hardness, perform exceptionally well in dry machining (without any cutting fluid) when cutting cast iron.
- Advantages of Dry Machining: Saves coolant costs, eliminates coolant maintenance and disposal issues (better for the environment and operator health), and can sometimes even lead to longer tool life for certain PCBN grades by avoiding thermal shock7 (rapid heating and cooling). Chip removal via compressed air might be necessary.
- Wet Machining (Using Coolant): If coolant is used:
- Purpose: It can help with chip flushing (washing chips away from the cutting zone) and sometimes provide a slight cooling effect that might extend life for some PCBN grades or in very heavy cutting.
- Application is Key: If you use coolant, it must be applied copiously and consistently directly to the cutting zone. Intermittent or insufficient coolant can cause thermal shock to the hot PCBN insert, potentially leading to micro-cracks and premature failure. Imagine repeatedly splashing cold water on a very hot piece of glass – it might crack!
- Type of Coolant: Standard emulsion coolants suitable for cast iron machining are often used.
- General Recommendation: For cast iron brake rotors, dry machining with PCBN is often preferred and highly successful. However, always check the tooling supplier’s recommendation for the specific PCBN grade you are using, as some might benefit from or require coolant.
- Dry Machining: Many PCBN grades, due to their excellent hot hardness, perform exceptionally well in dry machining (without any cutting fluid) when cutting cast iron.
- Ensuring Consistent Output:
- Machine Condition: Your CNC lathe or machining center should be in good condition, with minimal spindle runout and stable slides. A machine that isn’t rigid or precise will undermine the benefits of a high-performance tool like PCBN.
- Process Monitoring: While PCBN tools are very consistent, it’s good practice to periodically check the surface finish and dimensions of the machined brake rotors. This helps catch any potential issues early, such as the end of the tool’s predictable life or a problem with the machine or setup.
- Edge Preparation: As mentioned earlier, the preparation of the PCBN cutting edge (e.g., a slight chamfer or hone) is critical. This is typically done by the tool manufacturer. Ensure you are using the correct edge preparation for your application (e.g., a stronger edge for roughing or interrupted cuts, a sharper edge for fine finishing).
By paying close attention to these implementation details – from careful grade selection and precise parameter setting to robust setup and a well-considered coolant strategy – you can unlock the full potential of PCBN tooling and achieve truly high-efficiency, high-quality brake disk manufacturing.



What Common Machining Challenges Does PCBN Effectively Overcome in Brake Rotor Production?
If you’re making brake rotors, you might be facing some tricky machining issues. So, what common machining headaches can PCBN tools actually help you fix when producing these critical components?
In brake rotor production, PCBN tooling effectively overcomes common machining challenges such as rapid tool wear and frequent production downtime, inconsistent surface quality often requiring extra grinding, difficulties in maintaining tight dimensional accuracy and parallelism, and premature tool chipping or breakage, especially in hard or interrupted cutting conditions.
Let’s delve into how PCBN tackles each of these widespread manufacturing hurdles.
Drastically Reducing Tool Wear and Minimizing Production Downtime
One of the biggest headaches in machining brake rotors, especially those made from abrasive grey cast iron, is how quickly traditional cutting tools can wear out.
The Challenge: Rapid Tool Wear and Its Consequences
Imagine trying to carve a tough piece of wood with a knife that dulls every few minutes. That’s similar to what happens when using many conventional carbide tools on cast iron brake discs. The abrasive nature of the material grinds down the cutting edge quickly. This rapid wear leads to several problems:
- Frequent Tool Changes: Operators have to stop the machines often to replace worn inserts.
- Production Downtime: Every time a machine is stopped for a tool change, it’s not making parts. This lost time, known as downtime, directly eats into productivity and profits. For instance, if a tool change takes 5-10 minutes and you’re doing it many times a shift, the lost production adds up fast.
- Inconsistent Machining: As a tool wears, its cutting performance changes, potentially affecting the quality of the brake rotors.
The PCBN Solution: Exceptional Wear Resistance for Extended Production Runs
This is where PCBN truly shines. As we learned earlier, PCBN is an exceptionally hard material that also boasts incredible “hot hardness” (it stays hard even when very hot).
- How PCBN Solves It:
- Massively Extended Tool Life: Because of these properties, PCBN cutting edges resist abrasive wear far longer than carbide. Instead of machining, say, 50 or 100 brake rotors per edge, a PCBN insert might machine 1,000, 3,000, or even more, depending on the specific application and PCBN grade. Think about machining for hours, or even entire shifts, without needing a tool change!
- Minimized Downtime: Consequently, fewer tool changes directly mean significantly less machine downtime. This keeps your production lines running smoothly and efficiently, maximizing output. For example, reducing tool changes from ten times a shift to just once can free up a substantial amount of productive time.
- Predictable Performance: With its slow and predictable wear, PCBN offers more stable and reliable machining over much longer periods.
By drastically reducing tool wear, PCBN allows for longer, uninterrupted production runs, which is a game-changer for minimizing downtime and boosting overall efficiency in brake rotor manufacturing.
Achieving Superior Surface Quality and Potentially Eliminating Secondary Grinding Processes
The surface finish of a brake rotor isn’t just about looks; it’s critical for proper brake performance, including noise levels and how well the brake pads “bed in.”
The Challenge: Inconsistent or Rough Surface Finishes
With some traditional cutting tools, achieving the necessary smoothness and specific surface characteristics on a brake rotor can be difficult, especially as the tool starts to wear. Operators might find themselves struggling with:
- Rough Surfaces: The machined surface might not be smooth enough, potentially leading to brake noise or judder.
- Inconsistency: The surface finish might vary from one part to the next as the tool wears.
- Need for Grinding: To meet tight surface finish specifications (e.g., a specific Ra value, which is a measure of surface roughness), manufacturers often have to perform a secondary grinding operation after turning. Grinding is an additional, time-consuming, and costly step in the production process.
The PCBN Solution: Fine Finishes Straight from the Lathe
PCBN’s ability to maintain a sharp, stable cutting edge for a very long time, even at high speeds, directly contributes to producing superior surface quality.
- How PCBN Solves It:
- Cleaner Cuts, Smoother Surfaces: A well-chosen PCBN insert, especially one designed for finishing, can produce a very fine and consistent surface finish on cast iron brake rotors. The material is cleanly sheared rather than “pushed” or “torn,” which can happen with duller tools.
- Meeting Specifications Directly: Often, the surface finish achieved by PCBN turning is good enough to meet the final engineering specifications (for instance, achieving an Ra of 0.8 to 1.6 µm is quite feasible).
- Potential to Eliminate Grinding: This is a major advantage. If PCBN can deliver the required finish directly on the lathe, the entire grinding operation – along with its associated machines, labor, consumables, and time – can often be eliminated. This not only saves significant cost but also simplifies the entire production flow. Imagine cutting out a whole step from your manufacturing process!
By providing excellent and consistent surface finishes, PCBN can help improve the quality of brake rotors and unlock significant savings by reducing or eliminating the need for secondary finishing operations.
Ensuring Consistent Dimensional Accuracy, Parallelism, and Tight Tolerances on Brake Discs
Brake rotors are precision components. They need to meet very specific measurements for thickness, diameter, roundness, and, crucially, the parallelism between the two braking surfaces (meaning the two faces must be perfectly parallel to each other).
The Challenge: Maintaining Tight Tolerances as Tools Wear
Holding these tight geometric and dimensional tolerances (the allowed tiny variations from the exact specified size and shape) can be a real challenge over a long production run, especially when tools wear quickly.
- Size Variation: As a traditional tool wears, the dimensions of the parts it machines can gradually change, potentially going out of the acceptable tolerance range.
- Parallelism Problems: Maintaining perfect parallelism between the two braking faces of a disc is critical. If they aren’t parallel, it can lead to uneven braking, vibration, and premature wear of the pads and rotor. Tool wear can make this difficult to control consistently.
- Increased Scrap Rates: Parts that don’t meet the required tolerances have to be scrapped or reworked (if possible), leading to wasted material, time, and money.
The PCBN Solution: Stability for Precision Over Long Runs
The exceptional wear resistance of PCBN plays a vital role here as well.
- How PCBN Solves It:
- Minimal Tool Wear, Maximum Consistency: Because a PCBN cutting edge wears down very slowly and predictably, the dimensions of the machined brake rotors remain much more consistent over thousands of parts. The tool effectively holds its size and shape for a very long time.
- Improved Parallelism and Flatness: The stability of the PCBN cutting process helps in achieving better parallelism and flatness on the braking surfaces. This is because the tool maintains its geometry and cutting forces remain more constant.
- Reduced Scrap and Rework: By consistently producing parts that are within specification, PCBN significantly reduces the likelihood of producing scrap or parts that need costly rework. Manufacturers often report that switching to PCBN allows them to maintain “green light” conditions (all parts good) for much longer.
This ability to maintain dimensional integrity over extended periods is crucial for producing high-quality, reliable brake rotors and minimizing waste.
Preventing Premature Tool Chipping and Breakage in Demanding Hard Turning or Interrupted Cut Scenarios
Sometimes, machining brake rotors can be particularly tough on cutting tools, leading to them chipping or breaking well before they’ve reached their expected wear life.
The Challenge: Tool Failure in Tough Conditions
Several factors can contribute to premature tool failure:
- Hard Spots or Inclusions: Cast iron brake rotor blanks can occasionally have small, unexpectedly hard spots or non-metallic inclusions within the material. These can act like tiny rocks, causing a brittle tool edge to chip.
- Interrupted Cuts: Many modern brake rotors have features like cooling vents between the disc faces, or slots and holes drilled into the braking surfaces. When the cutting tool machines over these features, the cut becomes “interrupted” – the tool edge repeatedly impacts the material as it enters and exits the voids. This impact loading can be very damaging to less tough tools, especially some types of ceramics.
- Hard Turning (If Applicable): While most cast iron brake rotors are machined in their as-cast state, if any part of a rotor were to be hardened before final machining (less common for standard rotors but possible in some special cases), this “hard turning” operation would be extremely demanding on any cutting tool.
The PCBN Solution: Tailored Toughness and Strength
PCBN offers solutions for these demanding scenarios, thanks to the availability of different grades with varying levels of toughness and the inherent strength of the material.
- How PCBN Solves It:
- Tougher PCBN Grades: As discussed in the previous section on implementation, specific PCBN grades are engineered with increased toughness. These grades incorporate different binder materials or CBN grain structures that make them more resistant to chipping and fracture when they encounter impacts from hard spots or interrupted cuts. For instance, a PCBN grade designed for interrupted cutting on cast iron will have a more robust cutting edge than one designed purely for continuous fine finishing.
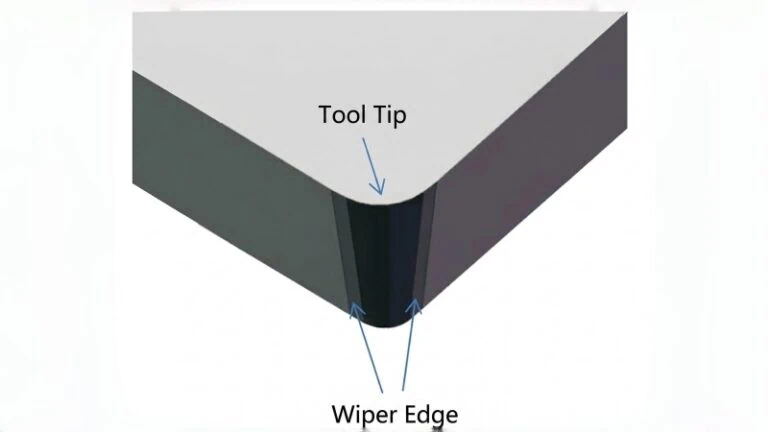
- Superior Edge Strength and Preparation: PCBN tools can be manufactured with specific edge preparation8 (like a small chamfer or hone on the cutting edge) that further strengthen the edge against impact without significantly compromising its sharpness for most applications. Tooling suppliers can recommend the best edge preparation for demanding brake rotor applications.
- Predictable Behavior: Even in tough conditions, well-selected PCBN tools tend to wear predictably rather than failing catastrophically and unexpectedly, which is a risk with more brittle materials. This predictability allows for better process planning.
By selecting the appropriate (often tougher) PCBN grade and ensuring correct application, manufacturers can significantly reduce instances of premature tool chipping or breakage, even when dealing with the inherent challenges of cast iron brake rotor designs that include interruptions. This leads to more reliable production and less wasted tooling. Remember to discuss the specifics of your brake rotor design (especially any interruptions) with your tooling supplier to ensure you get a PCBN solution optimized for these conditions.
Conclusion
In the demanding world of brake rotor and disk manufacturing, achieving high efficiency, superior quality, and overall cost-effectiveness is paramount. As we’ve explored, Polycrystalline Cubic Boron Nitride (PCBN) tooling presents a compelling, often optimal, solution.
PCBN’s unique combination of exceptional hardness, outstanding hot hardness, and wear resistance directly translates into tangible benefits: significantly faster machining speeds, dramatically longer tool life, and improved surface finishes that can even eliminate secondary operations like grinding. Furthermore, by understanding how to select the correct grades, apply appropriate machining parameters, and adhere to best setup practices, manufacturers can successfully implement PCBN to overcome common machining challenges, including rapid tool wear, inconsistent quality, and premature tool failure in tough conditions.
While the initial investment in PCBN tooling may be higher than for traditional tools, the significant long-term economic benefits—stemming from increased productivity, reduced downtime, lower tooling cost per part, and improved part quality—make it a strategic choice for forward-thinking manufacturers. Therefore, a careful evaluation of PCBN tooling is highly recommended for any operation looking to optimize its brake rotor and disk machining processes.
If you’re seeking the right PCBN tools for your brake rotor or disk machining, we invite you to connect with us. Our experienced team is ready to discuss effective, tailored solutions with you to enhance your production efficiency and achieve superior part quality.
References
- Polycrystalline Cubic Boron Nitride (PCBN)1 – A comprehensive guide to CBN (Cubic Boron Nitride) cutting tools, from ZYDiamondTools.
- grey cast iron2 – Wikipedia page explaining grey iron (gray iron), its properties, and applications.
- hard turning3 – ZYDiamondTools article explaining hard turning and its comparison to grinding.
- surface roughness (Ra)4 – Get It Made UK resource page explaining surface roughness, including the Ra parameter.
- total economic picture5 – ZYDiamondTools guide explaining Total Cost of Ownership (TCO) for superhard tooling.
- specialized tools6 – ZYDiamondTools product page detailing PCBN mechanically clamped turning tool specifically designed for brake disc machining.
- thermal shock7 – Wikipedia page defining thermal shock and its effects on materials.
- edge preparation8 – ZYDiamondTools article explaining edge radiusing for PCBN inserts and its importance in machining.