-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

Your Complete Guide to CBN (Cubic Boron Nitride) Cutting Tools

What is everything essential you need to know about using CBN cutting tools for machining?
This guide covers everything essential about CBN (Cubic Boron Nitride) cutting tools1, including what makes them effective (hardness, thermal stability, inertness), their key advantages (wear resistance, speed, finish, cost-effectiveness), ideal applications (hard steels, cast iron), comparisons to PCD and carbide, main types (inserts, end mills), how to maximize performance (parameters, setup, troubleshooting), and key factors for selection (grade, geometry, operation, supplier).
What Makes CBN So Effective for Hard Machining?
So, what exactly gives CBN its incredible ability to cut through really hard metals like hardened steel?
CBN, or Cubic Boron Nitride, owes its effectiveness in hard machining primarily to its unique combination of extreme hardness (second only to diamond), excellent thermal stability (maintaining hardness at high cutting temperatures), and chemical inertness (resisting reactions with iron-based materials). Consequently, these core properties allow it to cut hardened steels and cast irons efficiently where other tool materials often fail.
Unpacking CBN: Composition and Crystalline Structure
First off, it’s important to know that Cubic Boron Nitride (CBN) isn’t usually found in nature; instead, it’s a synthetic material created under high pressure and high temperature. Think of it as being manufactured, similar to how synthetic diamonds are made.
Its basic ingredients are simple: Boron (B) atoms and Nitrogen (N) atoms. What makes CBN special isn’t just the ingredients, but how they are arranged. These atoms bond together in a very specific three-dimensional pattern called a cubic crystalline structure.
Imagine building with tiny, super-strong blocks (the atoms) arranged in a perfectly repeating, tightly packed grid. This structure is very similar to the arrangement of carbon atoms in a diamond. Because the bonds between the boron and nitrogen atoms are extremely strong and locked into this rigid cubic formation, the entire material becomes incredibly tough and resistant to being deformed. This atomic arrangement is the fundamental reason for CBN’s remarkable physical properties.
Key Properties: Extreme Hardness and Its Significance
When we talk about hardness in materials science, we mean how well a material resists scratching or indentation. So, how hard is CBN? It’s widely recognized as the second hardest known material, surpassed only by diamond.
This extreme hardness is hugely significant for machining. Consider trying to cut hardened steel – which is itself very hard – with a softer material; it simply wouldn’t work effectively. CBN’s superior hardness allows it to:
- Penetrate Hard Materials: It can effectively cut materials like hardened steels (often above 45 HRC and sometimes up to 65-70 HRC) and hard cast irons that would quickly dull or break tools made from less hard materials like high-speed steel or even many grades of tungsten carbide.
- Resist Abrasive Wear: When cutting materials that contain hard particles (like some cast irons or powder metallurgy parts), CBN’s hardness helps it resist being worn away quickly. It essentially shrugs off the scratching action that degrades softer tools.
Think of it like this: you need something exceptionally hard to effectively shape something else that’s already very hard. CBN fits this requirement perfectly for many challenging industrial materials. Its hardness is the foundation of its ability to cut where others can’t.
Thermal Stability: Why It Excels at High Temperatures
Machining, especially at high speeds or when cutting hard materials, generates a tremendous amount of heat right at the cutting edge due to friction and the energy needed to deform the metal. Have you ever noticed how hot a drill bit gets? This heat can be a major problem for cutting tools. Many materials soften or lose their strength when they get too hot, causing the cutting edge to deform, wear rapidly, or fail altogether.
This is where CBN truly shines. It possesses excellent thermal stability2, meaning it retains its hardness and structural integrity even at the very high temperatures commonly encountered during high-speed machining of hard materials (often well exceeding typical temperatures where other tool materials begin to fail).
While diamond is harder at room temperature, it can start to degrade or transform into graphite at elevated temperatures (around 700°C or 1300°F and up, especially when reacting with ferrous materials or oxygen). CBN, however, remains stable and hard at much higher temperatures, allowing it to continue cutting effectively.
This high-temperature capability is crucial because it enables higher cutting speeds. Faster speeds mean quicker production times, which is a major goal in manufacturing. CBN allows machinists to push speeds higher when working with difficult materials without the tool quickly breaking down from the heat.
Chemical Inertness: Resisting Reaction with Ferrous Materials
Another vital property of CBN is its chemical inertness, particularly towards ferrous materials. “Inert” basically means it doesn’t readily react chemically with other substances.
Why is this important for cutting steel and cast iron? Iron (Fe) is the primary component of these materials (ferrous materials). At the high temperatures generated during cutting, some tool materials can chemically react with the iron in the workpiece. Diamond, for instance, which is made of carbon, can have its carbon atoms dissolve into hot iron. This chemical interaction leads to a type of wear called diffusion wear, rapidly degrading the diamond tool.
CBN, being composed of boron and nitride, does not suffer from this problem when cutting iron and steel. It remains chemically stable and doesn’t readily react with the iron, even under high heat and pressure at the cutting zone.
This chemical stability offers a significant advantage:
- Prevents Rapid Chemical Wear: It avoids the diffusion wear mechanism that plagues diamond tools when machining ferrous metals.
- Longer Tool Life in Ferrous Metals: This directly contributes to longer and more predictable tool life when working with steels and cast irons.
- Better Surface Quality: Reduced chemical interaction can also lead to a cleaner cutting process and better surface finishes on the workpiece.
Therefore, CBN’s chemical inertness towards iron is a key reason why it is the preferred superabrasive material over diamond (PCD) for machining the vast majority of steels and cast irons found in industry.

What Are the Key Advantages of Using CBN Tools?
Okay, we know why CBN works thanks to its special properties, but what are the actual benefits you get when using these cutting tools in your workshop or factory?
Using CBN cutting tools offers significant advantages, primarily including exceptional wear resistance leading to much longer tool life, the ability to machine at much higher speeds for increased productivity, achieving excellent surface finishes on hard materials, and delivering better long-term cost-effectiveness despite a higher initial tool cost.
Unmatched Wear Resistance for Extended Tool Life
One of the most significant benefits directly resulting from CBN’s extreme hardness and chemical stability (which we discussed earlier) is its outstanding resistance to wear. When machining very hard or abrasive materials like hardened steels or cast irons, conventional cutting tools made from materials like high-speed steel or even standard tungsten carbide can wear down very quickly.
However, CBN tools hold their sharp cutting edge for a considerably longer time under these demanding conditions. How much longer?
- Drastically Increased Lifespan: In suitable applications, a single CBN cutting edge can often last many times longer than a comparable carbide edge – potentially machining significantly more parts before needing replacement. For instance, when finish turning a batch of hardened steel gears (perhaps around 60 HRC), a carbide insert might only complete a handful of components, whereas a well-chosen CBN insert could potentially machine dozens or even hundreds under optimized conditions.
- Reduced Downtime: Because the tools last longer, machines don’t need to be stopped as frequently for tool changes. This directly translates to more time spent actually making parts, improving overall operational efficiency.
- Consistency: Less tool wear also means more consistent part dimensions and quality over a longer production run.
Think of it like using a premium chef’s knife versus a basic utility knife for heavy chopping – the high-quality knife maintains its sharpness far longer, requiring less frequent sharpening and providing consistent cuts.
Enabling Higher Cutting Speeds and Productivity
Remember how CBN handles heat exceptionally well (its thermal stability)? This property unlocks another major advantage: the ability to machine at significantly higher cutting speeds, especially when working with hard ferrous materials.
Cutting speed refers to how fast the tool moves relative to the workpiece surface (often measured in surface feet per minute (SFM) or meters per minute (m/min)). While conventional tools often require lower speeds to prevent overheating and rapid wear when cutting hard materials, CBN thrives in the heat.
- Faster Machining Cycles: This allows workshops to run their machines much faster. It’s not uncommon for CBN tools to enable cutting speeds 3 to 5 times higher, or sometimes even more, compared to using carbide tools for the same hard turning or milling operation.
- Increased Throughput: Higher speeds mean each part takes less time to machine. This dramatically increases productivity – more parts can be produced in the same amount of time (per hour, per shift). For manufacturers, this boost in throughput is often a key reason for adopting CBN technology.
Important Note: While CBN generally allows for much higher speeds, the ideal cutting speed can vary significantly based on the specific grade of CBN, the exact material being cut, the rigidity of the machine, the depth of cut, and other factors. It’s always best practice to start with the tool manufacturer’s recommendations and perform test cuts to find the optimal parameters for your specific application.
Essentially, using CBN can be like upgrading from a standard delivery van to a high-speed courier vehicle for certain routes – you get the job done much faster.
Achieving Superior Surface Finish on Hard Materials
Because CBN tools maintain a sharp, well-defined cutting edge for longer periods (thanks to wear resistance) and avoid detrimental chemical reactions with iron (thanks to chemical inertness), they often produce noticeably better surface finishes on the workpiece, particularly when machining hard materials.
- Smoother Surfaces: The clean cutting action can result in smoother, more refined surfaces directly from the turning, milling, or boring operation. Common surface finish parameters like Ra (average roughness) can often be significantly improved.
- Elimination of Processes: In some cases, the surface finish achieved with CBN during a finishing cut might be good enough to eliminate the need for later grinding operations. Grinding is often a slow and costly process, so removing this step can lead to substantial savings in time and resources. For example, certain hardened bearing races or shaft surfaces might be finished directly with CBN instead of requiring a final grinding step.
- Tighter Tolerances: Consistent cutting edges due to low wear also help in maintaining tight dimensional accuracy and tolerances on the machined parts over longer production runs.
Imagine planing wood: a very sharp, well-maintained plane blade leaves a smooth, glass-like finish, while a dull or nicked blade leaves a rougher surface. CBN acts like that super-sharp plane for hard metals.
Long-Term Cost-Effectiveness Despite Initial Investment
It’s true that CBN cutting tools, especially indexable inserts, typically have a higher purchase price compared to their tungsten carbide counterparts. This initial cost can sometimes make businesses hesitate. However, looking only at the upfront price can be misleading. The true economic benefit often lies in the total cost of ownership3 (TCO) or the machining cost per part.
Here’s why CBN can be more cost-effective in the long run:
- Reduced Tool Consumption: The vastly extended tool life means you buy fewer tools over time.
- Lower Tool Change Costs: Less downtime spent changing worn tools means lower labor costs associated with tool changes and more machine uptime.
- Increased Productivity: Faster cutting speeds mean more parts are produced per hour, significantly lowering the machining cost allocated to each individual part.
- Potential Process Savings: If CBN allows you to skip a grinding or other finishing step, you save the entire cost associated with that operation (machine time, labor, consumables).
When all these factors are considered – particularly in high-volume production or when machining very difficult, expensive materials – the higher initial investment in CBN tooling is frequently justified by substantial overall savings. Many manufacturers in demanding sectors like automotive (e.g., producing transmission gears) or aerospace find that CBN significantly reduces their final cost per component, making it the smarter economic choice for specific hard machining challenges.

When is CBN the Right Choice? Exploring Ideal Applications
Given its unique properties and the benefits we’ve discussed, exactly which jobs or materials are best suited for CBN cutting tools?
CBN cutting tools are the ideal choice primarily for machining hard ferrous materials, typically hardened steels above 45 HRC, various types of cast iron (grey, ductile, hard), powder metallurgy components, and some nickel-based superalloys. They excel particularly in high-speed finishing operations for these materials.
Machining Hardened Steels (Typically > 45 HRC)
This is arguably the most common and well-known application for CBN. Hardened steels are materials that have undergone heat treatment processes to significantly increase their hardness and strength, making them difficult to cut with conventional tools. This process is often referred to as Hard Turning4 when performed on a lathe.
- Why CBN Excels Here: CBN’s extreme hardness allows it to cut these materials effectively, while its thermal stability withstands the high temperatures generated during the process. Its chemical inertness prevents adverse reactions with the iron in the steel.
- Typical Hardness Range: CBN truly comes into its own when machining steels with a hardness greater than 45 HRC (Rockwell C scale), and it’s frequently used on materials ranging from 50 HRC up to 65 HRC or even slightly higher.
- Common Examples: You’ll find CBN widely used for machining components like:
- Hardened gears and spline shafts in automotive transmissions and drivetrains.
- Bearing races and rolling elements.
- Dies and molds used in stamping and injection molding.
- Various hardened shafts and axles.
A Note on Hardness Threshold: While CBN offers significant benefits above 45-50 HRC, the precise hardness level where it becomes the most economical choice compared to advanced carbide grades can depend on the specific steel alloy, the machining operation (e.g., continuous vs. interrupted cutting), and production volume. Evaluating applications starting around this hardness range is generally recommended.
Efficiently Cutting Grey and Hard Cast Irons
Cast iron, an iron alloy with high carbon content, comes in various forms, and CBN is highly effective on many of them.
- Grey Cast Iron: This common type contains graphite flakes, which can actually be quite abrasive to cutting tools. CBN’s high hardness resists this abrasive wear very well. High-speed face milling of grey cast iron engine blocks or cylinder heads is a classic CBN application, enabling massive productivity gains over carbide.
- Ductile (Nodular) Cast Iron: While generally easier to machine than grey iron, harder grades or applications requiring high speeds and long tool life can benefit from CBN.
- Hard Cast Irons (Chilled/White Iron): These are intentionally made to be extremely hard and abrasion-resistant (e.g., for camshafts or wear parts). CBN is often one of the few viable options for effectively machining these challenging materials.
- Why CBN Works: Its hardness combats abrasion, while its thermal stability allows for much higher cutting speeds than carbide, especially in milling operations. Chemical inertness is also beneficial.
Processing Powder Metallurgy Parts and Sintered Materials
Powder Metallurgy (PM) involves compacting metal powders and then sintering (heating) them to create solid parts, often with complex shapes. These materials can vary widely but are often hard and can be quite abrasive.
- Why CBN is Suitable: The inherent hardness and wear resistance of CBN make it well-suited for machining the potentially abrasive or hardened structures found in many PM components. It can provide longer tool life and maintain better dimensional consistency compared to carbide tools that might wear rapidly.
- Examples: Common PM parts machined with CBN include certain types of gears, connecting rods, pump components, and valve seats used in engines.
Tackling Nickel-Based Superalloys
Nickel-based superalloys, such as Inconel®, Hastelloy®, and Waspaloy®, are designed for extreme environments, particularly high temperatures found in jet engines, gas turbines, and chemical processing. They are notoriously difficult to machine because they are tough, generate high heat during cutting, and tend to work-harden rapidly (get harder as you cut them).
- CBN’s Role: While ceramics are also commonly used for superalloys (especially roughing), CBN offers a valuable solution, particularly for finishing operations. Its high thermal stability helps manage the intense heat generated, and its hardness allows it to cut these tough materials.
- Challenges & Considerations: Machining superalloys with CBN requires careful selection of the specific CBN grade (often higher CBN content grades are used for better toughness) and precise control over cutting parameters. It’s generally more challenging than machining hardened steels or cast irons. Success often depends on rigid machine setups and optimized tool paths.
Optimal Use Cases: Primarily Finishing Operations
While CBN can be used for roughing (removing large amounts of material quickly) in certain high-speed applications like cast iron milling, its primary strength and most widespread use is in finishing operations.
- Why Finishing?
- Precision and Surface Quality: Finishing demands high accuracy and smooth surfaces. CBN’s ability to hold a sharp edge for a long time ensures consistent dimensions and excellent surface finishes, sometimes even eliminating the need for grinding.
- Lighter Cuts: Finishing usually involves smaller depths of cut and lower feed rates compared to roughing. This reduces the cutting forces on the tool, minimizing the risk of chipping the CBN edge (which, despite its hardness, is more brittle than typical carbide).
- Economic Justification: The higher cost of CBN tooling is more easily justified when aiming for the high precision and surface quality required in finishing, especially if it saves a subsequent grinding step.
Therefore, when you think of the ideal scenario for CBN, picture high-speed, high-precision finishing of hardened steels, cast irons, or the other difficult materials mentioned above. That’s where it typically delivers the most significant performance and economic benefits.

How Does CBN Compare to PCD and Carbide Tools?
We know CBN is great for hard materials, but how does it actually stack up against other advanced cutting tool materials like PCD (diamond) or the more traditional cemented carbide?
CBN primarily differentiates itself by excelling in machining hard ferrous materials (steels, cast irons), where PCD (Polycrystalline Diamond) struggles due to chemical reactivity but dominates in non-ferrous and non-metallic materials. Compared to cemented carbide, CBN offers significantly higher hardness and thermal stability, enabling much higher speeds and longer life on very hard materials (typically >45 HRC), often justifying its higher cost.
CBN vs. PCD: Critical Differences in Application (Ferrous vs. Non-Ferrous Focus)
First, let’s compare CBN with PCD. PCD stands for Polycrystalline Diamond5, and just like it sounds, it’s made of tiny diamond crystals fused together. Diamond is the hardest material known, even harder than CBN. Both CBN and PCD are considered “superabrasive” materials because of their exceptional hardness.
However, they have one crucial difference that dictates where they are used: chemical reactivity. This difference is explored further in resources comparing PCD and CBN cutting tools6.
- The Diamond Problem: At the high temperatures reached during cutting, the carbon atoms in diamond can react chemically with iron atoms in steel or cast iron. This reaction, often called diffusion wear, causes the diamond tool to wear out very quickly when cutting these ferrous materials.
- The CBN Solution: CBN, made of boron and nitrogen, does not have this chemical reaction problem with iron. It remains stable and doesn’t readily break down chemically when cutting steels or cast irons, even at high temperatures.
This fundamental difference leads to very distinct application areas:
- CBN is the specialist for: Machining hardened steels, all types of cast iron, sintered ferrous metals, and sometimes nickel-based superalloys. If iron is the main ingredient, CBN is usually the preferred superabrasive.
- PCD is the champion for: Machining non-ferrous metals (like aluminum alloys, copper, brass), composites (like carbon fiber reinforced plastics – CFRP), plastics, wood, and abrasive non-metallics like green ceramics. In these materials, PCD’s extreme hardness provides incredible abrasion resistance, and there’s no iron for it to react with.
Think of it like having two highly specialized tools: CBN is expertly designed for working with iron and steel, while PCD excels on almost everything else except iron and steel. Using the wrong tool for the job (like PCD on steel) will lead to poor performance and rapid failure.
CBN vs. Cemented Carbide: Performance Thresholds and When to Upgrade
Now let’s compare CBN to cemented carbide7 (often just called “carbide”). Carbide tools, typically made of tungsten carbide particles held in a cobalt binder, are the workhorse of the machining industry. They are much tougher (less prone to chipping) and less expensive than CBN.
So, when should you stick with carbide, and when is it time to upgrade to CBN?
- Where Carbide Works Well: For machining softer steels (generally below 45 HRC), most non-ferrous metals, and applications where high toughness is needed (like heavy roughing or severely interrupted cuts), carbide is often the most practical and cost-effective choice. Many advanced coatings on carbide tools also extend their capabilities significantly.
- The Performance Threshold for CBN: The decision to switch to CBN typically hinges on overcoming carbide’s limitations in specific areas:
- Material Hardness: The most common reason to choose CBN is when machining ferrous materials harder than approximately 45-50 HRC. Above this level, carbide tools tend to wear out extremely quickly, making CBN far more effective and often more economical despite its higher price.
- Cutting Speed: If you need substantially higher cutting speeds to increase productivity on hard materials, CBN’s superior thermal stability allows it to operate at speeds that would rapidly destroy a carbide tool.
- Finish and Tolerance: When very smooth surface finishes or very tight dimensional tolerances are required on hardened parts (potentially eliminating the need for grinding), CBN’s ability to hold a sharp edge longer makes it the better choice.
When to Upgrade: Consider investing in CBN when you encounter limitations with carbide specifically while machining hardened steels or hard/abrasive cast irons. If your carbide tools are wearing out too fast, you can’t achieve the desired production rates due to speed limitations, or you’re struggling to meet finish/tolerance requirements in these materials, CBN is likely the solution.
A Comparative Look at Hardness, Toughness, and Thermal Limits
Let’s summarize the key physical differences between these materials. Understanding these helps clarify why they are used in different applications.
| Property | PCD (Diamond) | CBN | Cemented Carbide |
|---|---|---|---|
| Hardness | Highest | Very High (Second) | High |
| Toughness | Relatively Low | Low to Moderate | Moderate to High |
| Thermal Stability | High (but reacts w/Fe) | Very High (Stable) | Moderate |
| Primary Strength | Extreme Abrasion Resistance (Non-Fe) | Hard Ferrous Machining | Versatility, Toughness |
- Hardness: This is resistance to scratching/wear. Diamond (PCD) is the hardest, followed closely by CBN. Both are significantly harder than even the hardest grades of cemented carbide.
- Toughness: This is resistance to chipping or breaking on impact. Here, carbide is generally much tougher than either PCD or CBN, which are relatively brittle materials. This makes carbide better suited for rough cuts or situations with vibrations or interruptions, provided the material isn’t too hard. (Note: CBN grades with higher binder content offer improved toughness but usually sacrifice some hardness/wear resistance).
- Thermal Stability: This is the ability to retain properties at high temperatures. CBN has the best combination of high-temperature hardness and chemical stability for ferrous materials. PCD is stable at high temperatures but its reactivity with iron limits its use. Carbide loses hardness more significantly as temperatures rise compared to CBN.
These fundamental differences in properties directly lead to the specialized application areas we discussed. Choosing the right tool material requires matching these properties to the specific demands of the material being cut and the machining operation.



What Are the Main Types and Variations of CBN Tools?
So, when we talk about CBN tools, do they all look the same, or are there different kinds available for different jobs?
CBN cutting tools come in various forms and variations, with the most common being indexable inserts (small, replaceable cutting tips). These inserts can be either solid CBN or tipped (PCBN), and they differ widely in grades (CBN content, binder type), coatings, geometries, and edge preparations. Beyond inserts, CBN is also used in tools like end mills, drills, and reamers for specific applications.
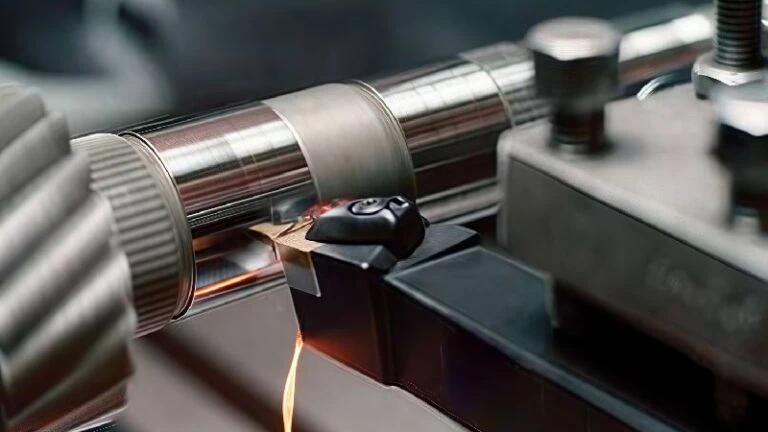
CBN Indexable Inserts: The Core Application
The most widespread way CBN is used in machining is in the form of indexable inserts. Think of these like small, precisely shaped cutting tips that you clamp into a specialized tool holder (used for turning on a lathe or milling on a mill). When one cutting edge gets worn, you can often simply loosen the clamp, rotate (or “index”) the insert to a fresh edge, or replace the insert entirely. This modularity makes them very convenient and cost-effective for many operations.
These inserts themselves come in several important variations:
Solid CBN vs. Tipped/Brazed PCBN Inserts
There are two main ways CBN inserts are constructed:
- Solid CBN Inserts: As the name suggests, these inserts are made almost entirely from sintered CBN material.
- Benefit: They offer the maximum amount of CBN, which can sometimes improve heat dissipation away from the cutting edge and potentially allow for more cutting edges depending on the insert design.
- Drawback: Because they use a large volume of the expensive CBN material, they are generally the most costly type of insert. They are often smaller or used for specific high-performance applications.
- Tipped / Brazed PCBN Inserts: This is the more common construction, especially for larger or standard ISO-shaped inserts. Here, a small tip or segment made of PCBN (Polycrystalline Cubic Boron Nitride – the common industry term for the composite material made of CBN grains sintered with a binder) is attached, usually by brazing (a high-strength joining process similar to soldering), onto a much tougher base material, typically cemented carbide.
- Benefit: This significantly reduces the amount of expensive CBN material needed, making the insert more economical. The sturdy carbide base provides excellent support for the harder, more brittle CBN tip.
- Drawback: The joint between the CBN tip and the carbide base can theoretically be a weak point, although modern brazing technologies have greatly improved joint strength and reliability.
Most of the CBN inserts you encounter will likely be of the tipped/brazed PCBN type due to their balance of performance and cost.
Understanding CBN Grades (Content, Binders, Grain Size)
Just like carbide tools come in different “grades” for different tasks, so does CBN (especially PCBN). The grade refers to the specific recipe used to make the PCBN composite, influencing its properties. Key factors include:
- CBN Content (%): This is a crucial differentiator.
- High CBN Content (e.g., 85-95% CBN): These grades are extremely hard and wear-resistant. They excel in continuous or light finishing cuts on hardened steels where maximum wear resistance is needed.
- Low CBN Content (e.g., 50-75% CBN): These grades contain more binder material. The binder adds toughness (resistance to chipping), making these grades better suited for interrupted cuts (where the tool repeatedly enters and exits the material), machining cast iron (which can be abrasive and cause chipping), or situations needing a stronger edge.
- Binder Material: The material used to “glue” the CBN grains together also affects performance. Common binders include ceramics (like Titanium Carbide – TiC, Titanium Nitride – TiN, or ceramics containing Aluminum) and sometimes metallic elements. Different binders provide varying levels of toughness, heat resistance, and chemical stability, optimized for specific applications (e.g., certain binders are better for machining specific types of cast iron or powdered metals).
- Grain Size: The size of the individual CBN crystals used in the composite can also be varied. Finer grain sizes might offer slightly better edge quality or different wear patterns compared to coarser grains, depending on the application.
Important: The specific performance characteristics and ideal uses for CBN grades can vary significantly between manufacturers, even for grades that seem similar on paper. Always consult the cutting tool supplier’s technical data and recommendations to select the most appropriate grade for your specific material and machining conditions.
The Role of Coatings on CBN Inserts
Many CBN inserts (both solid and tipped) are available with thin, hard coatings applied to their surface using processes like PVD (Physical Vapor Deposition). These coatings are typically only a few thousandths of a millimeter thick but can make a big difference.
- Purpose: Coatings act like a protective layer, enhancing the insert’s performance.
- Common Materials: You might see coatings like TiN (Titanium Nitride – often gold-colored), TiAlN (Titanium Aluminum Nitride – often violet/black), AlTiN (Aluminum Titanium Nitride), or other specialized ceramic compositions.
- Benefits: Coatings can provide:
- Increased surface hardness for better wear resistance.
- Reduced friction between the tool and the chip, allowing chips to flow away more easily.
- A thermal barrier, helping to keep some of the cutting heat away from the CBN substrate.
- Improved resistance to crater wear (wear on the top face of the insert).
- Impact: In many applications, a coated CBN insert can offer significantly longer tool life or allow for slightly higher cutting speeds compared to an identical uncoated insert.
Note: The types of coatings available and their specific benefits can differ between tool manufacturers. It’s advisable to check the supplier’s catalog to understand their coated CBN options.
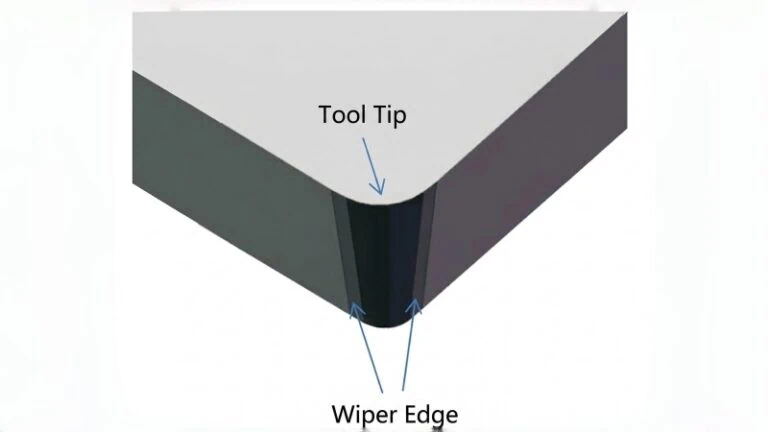
Common Geometries and Edge Preparations for Inserts
Beyond the material itself, the shape and edge condition of the insert are critical:
- Geometry: This refers to the overall shape of the insert and features like chipbreakers.
- ISO Standards: Many CBN inserts follow international standards (ISO) for their shape, size, and clamping features, identified by letter codes (like C, D, S, T, V, W – indicating shapes such as diamond, square, triangle, etc.) often followed by other letters and numbers (e.g., CNGA, TPGN, WNMG). The shape affects the insert’s strength (e.g., round or square inserts are generally stronger than sharp-pointed triangular or diamond shapes) and its ability to access different features on a workpiece. Understanding ISO insert nomenclature8 can be helpful.
- Chipbreakers: These are special features molded or ground into the top surface of the insert, sometimes discussed as CBN chipbreaker inserts9. Their job is to curl and break the long, stringy metal chips that can form during cutting, making them easier to manage and preventing them from damaging the workpiece or interfering with the cut.
- Edge Preparation (Honing): Because CBN is very hard but also relatively brittle compared to carbide, the cutting edge is rarely left perfectly sharp. Instead, it’s intentionally modified to increase its strength and prevent it from chipping easily. This is crucial for tool life. Common preparations include:
- Hone: A slight rounding of the cutting edge.
- Chamfer (or K-land): A small angled flat ground onto the edge.
- Combined Prep: Often a chamfer followed by a light hone (sometimes called a T-land).
The size and type of edge preparation are critical – heavier preps provide more strength for interrupted cuts or rougher work, while lighter preps are used for fine finishing to minimize cutting forces and achieve the best surface quality. The process of creating this edge is sometimes called edge radiusing10.
Selection Guidance: Standard insert geometries are widely available, but tool suppliers also offer specialized shapes. Edge preparations are particularly vital for CBN performance. Always refer to the manufacturer’s recommendations for the appropriate geometry and edge preparation based on your material (e.g., steel vs. cast iron) and type of cut (e.g., continuous finishing vs. interrupted cutting).
Beyond Inserts: Other Important CBN Tool Forms
While indexable inserts are the most common format, CBN’s valuable properties are also utilized in other types of cutting tools, usually for specialized applications:
CBN End Mills for Hard Milling Applications
These look similar to standard solid carbide end mills but have CBN cutting edges, typically achieved by brazing PCBN tips onto the flutes of a carbide body.
- Use Case: They are specifically designed for milling hardened materials (steels > 45 HRC, dies, molds) or sometimes abrasive cast irons. They allow manufacturers to mill complex shapes or surfaces directly in the hardened state, often replacing slower grinding processes. They are most commonly used for finishing or semi-finishing passes where accuracy and surface quality are important.
Specialized CBN Drills, Reamers, and Custom Tools
Although less common than inserts and end mills, you can also find:
- CBN Drills & Reamers: Used for creating or finishing holes to very tight tolerances in difficult-to-machine hard ferrous materials where carbide tools would wear out too quickly or generate too much heat.
- Custom Form Tools: For high-volume production lines, specially shaped tools incorporating CBN cutting edges might be designed to create specific profiles, grooves, or chamfers on hardened components in a single pass.
These “beyond insert” forms highlight CBN’s versatility in tackling demanding machining tasks where conventional materials fall short.

How Can You Maximize Performance and Tool Life with CBN?
Now that you’ve decided CBN is right for your job, how do you actually use it effectively to get the best performance and make the tools last as long as possible?
Maximizing CBN tool performance involves using appropriate cutting parameters (often high speeds with moderate feeds and depths of cut), choosing the right coolant strategy (frequently dry or minimal quantity lubrication for steel, sometimes wet for cast iron), ensuring excellent machine tool rigidity, selecting the correct edge preparation for the application, and understanding how to identify and prevent common failure modes like chipping.
Essential Cutting Parameters: Speed, Feed, and Depth of Cut Ranges
Getting the cutting parameters right is fundamental for success with CBN. While CBN allows for aggressive machining compared to other materials, it has its own preferred operating window.
- Cutting Speed (Surface Speed): As we learned, CBN loves speed thanks to its thermal stability. Running too slow can sometimes even lead to premature wear.
- General Range: For hard turning (steels >45 HRC), typical starting speeds might be in the 300-600 SFM (100-180 m/min) range. For milling cast iron, speeds can often be significantly higher.
- Important Caveat: These are just general starting points. The optimal cutting speed is highly dependent on the specific CBN grade, the exact workpiece material and its hardness, the depth of cut, feed rate, and your machine’s capabilities. Always begin with the tool manufacturer’s specific recommendations for your grade and application, and adjust based on observed performance and wear.
- Feed Rate: This is how fast the tool advances into the material per revolution (turning) or per tooth (milling).
- General Range: For finishing operations, moderate to light feed rates are usually preferred to ensure good surface finish and minimize stress on the cutting edge. Think in the range of 0.002-0.008 inches per revolution (IPR) or 0.05-0.2 mm/rev for turning, or equivalent values per tooth for milling.
- Considerations: Using too high a feed rate increases the chip load and cutting forces, significantly raising the risk of chipping the CBN edge, especially if using a grade designed for wear resistance rather than toughness, or if the edge preparation isn’t robust enough.
- Depth of Cut (DOC): This is how much material the tool removes in one pass.
- General Range: CBN is most commonly used for finishing or semi-finishing, meaning relatively light depths of cut. Often this is in the range of 0.005″ – 0.020″ (0.1 – 0.5 mm).
- Considerations: Taking too deep a cut dramatically increases the cutting forces and the stress on the insert, again increasing the risk of fracture or chipping. While some tough CBN grades used for roughing cast iron might handle larger DOCs, finishing operations generally require light passes.
Coolant Strategies: Effective Use in Wet or Dry Machining
Coolant (cutting fluid) normally helps cool the tool and workpiece, provide lubrication, and flush away chips. However, with CBN, the strategy isn’t always straightforward.
- Machining Hardened Steels: Surprisingly, this is often best done dry (no coolant) or perhaps with Minimum Quantity Lubrication (MQL) or just a compressed air blast for chip removal. Why? CBN handles high temperatures very well, but it doesn’t like rapid temperature changes (thermal shock). Intermittent application of coolant (where the edge heats up in the cut, then is rapidly cooled by coolant as it exits) can cause microscopic cracks and lead to premature failure. Running consistently dry often provides better and more predictable tool life.
- Machining Cast Iron: This can often be done wet, using a steady flood of coolant. The coolant helps control the fine, abrasive cast iron dust and effectively flushes chips away, which is important in high-volume production. The thermal properties of cast iron and the often continuous nature of milling might make thermal shock less of a concern here compared to interrupted steel turning.
- Key Principle: Consistency is crucial. If using coolant, ensure it’s a generous, uninterrupted flood directly at the cutting zone. If running dry, make sure chips are being evacuated effectively so they don’t interfere with the cut. Always check the tool supplier’s recommendation for the specific CBN grade and material you are machining.
The Importance of Machine Tool Rigidity and Stability
This point cannot be overstressed when working with CBN. Rigidity refers to the ability of the entire machining system – the machine tool itself, the tool holder, and the workpiece clamping – to resist deflection and vibration under the forces generated during cutting. Understanding machine tool rigidity11 is vital.
- Why It’s Critical for CBN: Remember, CBN is extremely hard but also relatively brittle compared to carbide. Any vibration or chatter during the cut acts like tiny hammer blows on the cutting edge, which can easily cause it to chip or even fracture completely. You won’t get good performance or tool life from CBN in a flimsy setup.
- Recommendations:
- Use heavy, rigid, well-maintained machine tools.
- Ensure the workpiece is clamped securely and supported well to prevent movement or vibration.
- Use high-quality, rigid tool holders (e.g., hydraulic chucks, heavy-duty milling holders).
- Keep tool overhang (the distance the tool sticks out from the holder) as short as absolutely possible. Longer overhangs amplify any tendency to vibrate.
Think of trying to perform delicate surgery with shaky hands versus steady ones. Stability is paramount for the precision and integrity required when using CBN.
Edge Preparation (Honing): Strengthening the Cutting Edge
As mentioned when discussing CBN types, the preparation applied to the cutting edge is not just a minor detail – it’s a critical factor for success. A perfectly sharp edge on a brittle material like CBN is too fragile for most real-world cutting forces.
- Purpose Revisited: Edge preps (like a radius hone, a flat chamfer or K-land, or a combination T-land) intentionally create a stronger, more robust edge geometry that can withstand cutting stresses without micro-chipping.
- Matching Prep to Application:
- Finishing / Continuous Cuts: Require lighter edge preps (e.g., a small hone radius). This minimizes cutting pressure, helps achieve the best possible surface finish, and reduces heat generation.
- Interrupted Cuts / Cast Iron / Semi-Finishing: Need heavier edge preps (e.g., a chamfer plus a hone). This provides the necessary strength to prevent the edge from chipping when it repeatedly impacts the workpiece or cuts through abrasive material structures.
- Selection is Key: Using the wrong edge prep can ruin performance. A prep that’s too heavy for fine finishing will increase cutting forces and potentially worsen the surface finish. Conversely, a prep that’s too light for an interrupted cut will likely result in the edge chipping almost immediately. Always select the edge preparation recommended by the tool supplier for your specific operation type and material.
Identifying and Mitigating Common Failure Modes (e.g., Chipping)
Understanding how CBN tools typically wear or fail helps you troubleshoot problems and optimize your process. Regularly inspecting worn inserts (using magnification if available) is highly recommended.
- Chipping: This is the most frequent failure mode for CBN due to its inherent brittleness. Small pieces break away from the cutting edge.
- Likely Causes: Vibration (poor rigidity), wrong edge prep (too light for the application), feed rate too high, incorrect CBN grade (not tough enough), interruptions in the cut.
- Potential Solutions: Improve machine/setup rigidity, switch to a heavier edge preparation, use a tougher CBN grade, reduce feed rate.
- Fracture: A larger-scale break of the CBN tip or insert corner.
- Likely Causes: Severe impact (e.g., tool crash), excessive cutting forces (depth of cut or feed rate far too high), extreme instability or chatter.
- Potential Solutions: Double-check CNC program and setup, significantly reduce depth of cut and/or feed rate, drastically improve system rigidity.
- Flank Wear: Gradual abrasive wear on the side (flank or relief face) of the insert below the cutting edge. This is a more controlled, predictable wear pattern.
- Indication: If flank wear occurs too quickly, it might mean the cutting speed is too low or too high for the specific grade/material, or the grade itself isn’t wear-resistant enough.
- Potential Solutions: Adjust cutting speed (often increasing it slightly can improve performance for CBN), consider a more wear-resistant CBN grade if chipping isn’t an issue.
- Cratering: Dish-shaped wear that can occur on the top (rake face) of the insert, caused by high heat and pressure reacting with the chip flow.
- Indication: While CBN’s chemical inertness helps resist this on steel, it can still happen under extreme conditions.
- Potential Solutions: Using coated CBN inserts can significantly reduce crater wear. Adjusting speed/feed might also help.
By recognizing these patterns, you can make targeted adjustments to improve tool life and ensure more reliable machining with CBN.

What Factors Should Guide Your CBN Tool Selection?
With all the different CBN variations available, how do you actually choose the right specific tool for your particular job?
Selecting the optimal CBN tool involves carefully matching the CBN grade, insert geometry, and edge preparation to the specific material being machined and the type of operation (continuous or interrupted). Additionally, evaluating the quality and suitability of the tool holder and clamping system, along with considering the manufacturer’s reputation and technical support, are crucial factors for success.
Matching the CBN Grade and Geometry to Your Specific Material
The first step is always to consider the material you need to cut. Different materials place different demands on the cutting tool, influencing the best choice of CBN formulation (grade) and shape (geometry).
- Grade Selection Based on Material:
- Hardened Steels: For smooth, continuous finishing cuts, grades with high CBN content are often preferred for their superior hardness and wear resistance. If the cut involves slight interruptions or requires more edge security, a tougher grade with slightly lower CBN content might be necessary.
- Cast Irons: These are often abrasive and can cause chipping. Therefore, tougher grades with lower CBN content and specific binder materials designed for cast iron’s structure are usually recommended.
- Powder Metallurgy (PM) / Sintered Materials: Depending on their specific hardness and abrasiveness, tougher grades are frequently chosen to resist chipping and handle the potentially inconsistent microstructure.
- Nickel-Based Superalloys: These require careful consideration. Often specific grades with optimized binder systems for high heat and toughness are needed. Manufacturer expertise is particularly important here.
- Geometry Selection Based on Material & Cut:
- Insert Shape: The basic shape (round, square, triangle, diamond, etc.) affects edge strength and how easily the tool can access the cutting area. Stronger shapes (like round – R, or square – S) are better for heavier cuts or interrupted conditions, while sharper angles (like triangle – T, or diamond – V, C, D) offer more clearance or are suited for finer profiling.
- Chipbreaker: Selecting an appropriate chipbreaker geometry designed for the material (e.g., steel vs. cast iron) and the range of feeds and depths of cut you’ll be using is vital for managing chips effectively.
Guidance: Tool manufacturers provide detailed catalogs and technical resources that recommend specific CBN grades, geometries, and even coatings for various workpiece materials and hardness ranges. Because performance can vary between suppliers, always use these manufacturer recommendations as your primary starting point for selection.
Considering the Machining Operation (Continuous vs. Interrupted Cuts)
Beyond the material itself, how you will be cutting it is arguably the most critical factor in selecting the right CBN variation, especially concerning toughness vs. wear resistance.
- Continuous Cuts: Imagine turning a smooth, uninterrupted shaft diameter. The cutting edge stays constantly engaged with the material.
- Selection Focus: In these conditions, wear resistance is typically the priority. You can often use harder, high-CBN content grades paired with lighter edge preparations (like a small radius hone) to achieve the best surface finish and longest tool life.
- Interrupted Cuts: Think about milling a surface with slots, or turning a shaft with a keyway or cross-holes. The cutting edge repeatedly slams into and exits the material.
- Selection Focus: Here, toughness is paramount to prevent the edge from chipping upon impact. You absolutely need to select tougher, lower-CBN content grades and pair them with heavier, more robust edge preparations (like a chamfer + hone, or a T-land). Using a grade or edge prep designed for continuous cutting in an interrupted scenario will almost certainly lead to immediate edge failure. Stronger insert geometries (e.g., square vs. triangle) are also preferred.
The Trade-Off: Understand that there’s usually a trade-off. The tougher grades and heavier edge preps needed for interruptions will generally have slightly lower pure wear resistance and might produce slightly higher cutting forces compared to grades optimized for continuous finishing. Your choice must prioritize the dominant condition of your specific operation.
Evaluating Tool Holder and Clamping Systems
You can select the perfect CBN insert, but it won’t perform correctly if it’s not held securely and rigidly. The tool holder and how the insert is clamped are critical parts of the system.
- Holder Rigidity: As stressed previously, CBN requires a very stable cutting environment. Choose robust, high-quality tool holders designed to minimize vibration. For milling, consider options like hydraulic chucks, high-precision collet chucks, or heavy-duty shell mill holders. For turning, use sturdy boring bars and turning holders, ensuring they are in good condition. Avoid lightweight or worn holders. Keep the tool overhang as short as possible.
- Clamping Security: The mechanism holding the insert in the holder’s pocket must be reliable. Common types include screw-down clamps, lever locks, or wedge clamps. Ensure the insert sits perfectly flat and secure in a clean pocket. Use the correct torque specification when tightening clamping screws. Any looseness or movement will cause vibration, leading to poor surface finish, inaccurate dimensions, and likely insert breakage.
- Compatibility: Double-check that the insert’s ISO designation (defining its shape, size, features) matches the pocket specification of the tool holder you intend to use.
Assessing Manufacturer Reputation and Technical Support
Finally, especially when working with advanced and relatively expensive tooling like CBN, the company you buy from matters.
- Quality and Consistency: Choose reputable manufacturers known for producing high-quality, consistent CBN tools. Slight variations in material composition or manufacturing quality between batches can lead to unpredictable performance. Look for suppliers with demonstrated expertise and experience in superabrasive materials.
- Technical Support: This can be incredibly valuable. A good cutting tool supplier should be able to provide:
- Expert advice on selecting the best grade, geometry, coating, and edge preparation for your specific application.
- Reliable starting recommendations for cutting parameters (speeds, feeds, DOC).
- Assistance in troubleshooting any issues you encounter (e.g., unexpected tool wear, chipping, poor surface finish).
- Overall Value: While price is always a consideration, the cheapest option might not be the best value if the tool quality is inconsistent or if technical support is unavailable when you need it. The knowledge, support, and reliability offered by a reputable manufacturer are often crucial for successfully and profitably implementing CBN technology, particularly for new or challenging applications. Consider this support as part of the overall package.
Conclusion
In summary, CBN cutting tools represent a powerful solution for tackling some of the most challenging machining applications, particularly the high-speed finishing of hardened steels and cast irons. Understanding the unique properties that make CBN effective – its exceptional hardness, thermal stability, and chemical inertness – is the first step. Recognizing the resulting advantages in wear resistance, productivity, and surface finish helps justify its application.
Knowing when and where to apply CBN, how it compares to alternatives like PCD and carbide, and the different types and variations available allows for informed choices. Furthermore, maximizing performance requires careful attention to cutting parameters, coolant strategy, machine rigidity, and edge preparation, as well as understanding how to troubleshoot common issues. Finally, selecting the right tool involves matching the grade and geometry to the material and operation, ensuring a robust tooling system, and leveraging the expertise of reputable suppliers. While requiring careful application, CBN tooling offers significant benefits in precision and productivity for demanding manufacturing tasks.
References
- CBN (Cubic Boron Nitride) cutting tools1 – Explore the comprehensive range of standard and custom PCD & PCBN tools from ZYDiamondTools.
- thermal stability2 – ScienceDirect topic page defining thermal stability in an engineering context.
- total cost of ownership3 – ZYDiamondTools guide explaining the TCO concept and application for superhard tooling & abrasives.
- Hard Turning4 – ZYDiamondTools blog post explaining the hard turning process and comparing it to grinding.
- Polycrystalline Diamond5 – ZYDiamondTools comprehensive guide detailing Polycrystalline Diamond (PCD) cutting tools.
- PCD and CBN cutting tools6 – ZYDiamondTools blog post detailing the differences between PCD and CBN cutting tools.
- cemented carbide7 – Britannica article explaining cemented carbide materials.
- ISO insert nomenclature8 – Carbide Depot page explaining the ISO (and ANSI) Insert Designation System.
- CBN chipbreaker inserts9 – ZYDiamondTools blog post discussing CBN chipbreaker inserts.
- edge radiusing10 – ZYDiamondTools blog post explaining edge radiusing (preparation) for PCBN inserts.
- machine tool rigidity11 – LMW CNC blog post explaining CNC machine rigidity and its importance for precision manufacturing.