-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

Hybrid Bond Diamond/CBN Wheels: What Makes Them Superior and Are They Right for Your Grinding Operations?

Thinking about whether hybrid bond diamond/CBN grinding wheels are the key to unlocking better performance in your workshop, and if they’re genuinely the right choice for your specific grinding tasks?
Hybrid bond diamond/CBN grinding wheels represent a significant advancement in abrasive technology, offering superior grinding performance by uniquely combining the strengths of different bond systems like resin, metal, and vitrified. They are particularly effective for hard-to-grind materials and demanding applications, making them the right choice when enhanced wheel life, improved surface finish, higher material removal rates, and overall cost-effectiveness are critical. Success hinges on understanding their technology, selecting the appropriate wheel for your material and application, specifying it correctly, and employing best practices in its operation.
Why Choose Hybrid Bond Wheels? Understanding Their Unique Technology and Key Advantages.
So, you might be wondering, what makes hybrid bond grinding wheels a compelling choice for demanding grinding tasks?
Hybrid bond grinding wheels offer a superior combination of cutting efficiency, extended wheel life, and improved workpiece quality by merging the distinct advantages of different bonding systems, such as the free-cutting nature of resin bonds with the durability of metal or vitrified bonds. This innovative approach ultimately leads to enhanced productivity and reduced overall grinding costs.
The Hybrid Bond Concept: Combining the Best of Different Bond Systems
Imagine you want a tool that is both very strong and very sharp. Sometimes, materials that are super strong aren’t the sharpest, and super sharp ones might not be the strongest. Hybrid bond technology in grinding wheels is like finding a clever way to get the best of both worlds.
Traditionally, the tiny super-sharp particles in a grinding wheel (called abrasives, like diamond or CBN) are held together by a “glue” called a bond. Common bond types include:
- Resin bonds: These are like a tough plastic. They allow for a smooth, free-cutting action, meaning they grind easily without too much force. However, they can wear out relatively quickly, especially under heavy use.
- Metal bonds: These use metal to hold the abrasives. They are very strong and last a long time, holding their shape well. But, they might not grind as freely and can sometimes generate more heat.
- Vitrified bonds: These are like glass or ceramic. They are hard, create a porous structure for good chip clearance and coolant delivery, and are excellent for precision grinding. However, they can be more brittle.
So, what is a hybrid bond?
A hybrid bond isn’t just one single material. Instead, it’s a sophisticated mixture, often combining elements from resin bonds with metallic powders or other specialized fillers, and sometimes even incorporating ceramic components. Think of it as a recipe carefully designed to bring out the best qualities of each ingredient.
The goal of this “hybridization” is to create a bonding system that:
- Holds the diamond or CBN abrasive particles securely for a long time (like a metal or vitrified bond).
- Allows the wheel to cut freely and coolly (like a resin bond).
- Wears in a controlled manner, exposing new sharp abrasive particles as needed.
This engineered combination means hybrid bond wheels don’t justfit into one old category; they create a new level of performance by optimizing the bond’s characteristics for specific, challenging grinding operations. For instance, in the tool manufacturing industry, grinding tungsten carbide tools requires both aggressive material removal and fine surface finish. A hybrid bond can be engineered to provide the necessary cutting power while minimizing wear, outperforming a standard resin bond that might wear too quickly or a metal bond that might not give the desired finish without excessive dressing.
Core Benefits: Superior Lifespan, Surface Finish, and Material Removal Rates
Because hybrid bonds are designed to combine strengths, they offer several key advantages that you can actually see and measure in your grinding operations. These aren’t just small improvements; they can significantly change how efficiently you work.
- Superior Lifespan:
One of the most noticeable benefits is that hybrid bond wheels often last much longer than conventional wheels, especially resin bonds, in demanding applications. The enhanced abrasive retention from the optimized bond matrix means the superhard diamond or CBN particles are held more securely and utilized more effectively before being dislodged.- What this means for you: Fewer wheel changes, less downtime for replacements, and a lower overall cost for abrasive tooling per part produced. For example, in high-volume flute grinding of carbide end mills, a switch from conventional resin to a hybrid bond CBN wheel can result in a 30-70% increase in wheel life. The exact increase can vary significantly based on the specific hybrid formulation, the grade of carbide, coolant application, and machine parameters, so consulting your supplier for case-specific estimates is advisable.
- Improved Surface Finish:
Hybrid bonds can provide a better, more consistent surface finish on the workpiece. The controlled wear rate and strong particle holding allow for a more uniform cutting action. This means fewer scratches or burn marks on your valuable parts.- What this means for you: Higher quality parts that meet tight specifications, potentially reducing or eliminating the need for secondary finishing operations. This is particularly crucial in industries like aerospace or medical device manufacturing where surface integrity is paramount.
- Enhanced Material Removal Rates (MRR):
These wheels are often designed for more aggressive, faster grinding. Because the bond can withstand higher forces and better utilize the abrasive grains, you can often increase your feed rates or depth of cut without sacrificing wheel life or part quality as much as you might with a standard resin bond.- What this means for you: Shorter cycle times per part. If you can grind parts faster, you increase your machine’s output and overall productivity. For example, when gashing HSS cutting tools, a well-chosen hybrid CBN wheel might allow for a 15-25% reduction in cycle time compared to older bond technologies due to higher permissible MRR.
Let’s consider a common scenario in cutting tool production: grinding carbide drill bits. A hybrid bond diamond wheel can offer:
- Longer life: It resists the abrasive nature of carbide better than a standard resin bond.
- Better finish: It helps achieve the sharp, precise cutting edges needed.
- Faster grinding: It can remove material more quickly during the fluting operation.
These core benefits work together to make a big difference.
Impact on Overall Grinding Efficiency and Cost-Effectiveness
When you add up the core benefits like longer wheel life, better finishes, and faster grinding, the impact on your overall operation becomes clear: improved efficiency and greater cost-effectiveness.
Think about it:
- Reduced Tooling Costs: While the initial purchase price of a hybrid bond wheel might sometimes be higher than a conventional resin bond wheel, their extended lifespan often means the cost per part ground is significantly lower. If a hybrid wheel lasts 50% longer, you’re buying fewer wheels over time.
- Less Machine Downtime: Every time a machine is stopped to change a worn-out grinding wheel or to dress a wheel that has lost its cutting ability, that’s lost production time. Hybrid wheels, with their longer life and better form holding, require fewer changes and less frequent dressing. This means more uptime for your machines and higher operator productivity.
- Example: In a production line grinding precision automotive components, reducing wheel changes by just one per shift due to longer hybrid wheel life could equate to an extra 15-30 minutes of production time daily per machine. Over a year, this adds up to substantial output gains.
- Lower Labor Costs Per Part: Faster cycle times and less operator intervention for wheel maintenance mean that the labor cost associated with producing each part decreases.
- Improved Part Quality and Reduced Scrap: Better surface finishes and dimensional accuracy lead to fewer rejected parts. This reduction in scrap rates directly saves material costs and the costs associated with rework or disposal.
- Potential for Process Optimization: The enhanced capabilities of hybrid wheels might even allow you to optimize other parts of your grinding process, such as reducing the number of grinding passes or simplifying subsequent finishing steps.
Consider a company manufacturing carbide inserts. By switching to hybrid bond diamond wheels, they might experience:
| Feature | Conventional Resin Bond | Hybrid Bond | Impact |
|---|---|---|---|
| Wheel Life | X hours | 1.5X – 2X hours | Fewer wheel purchases, less downtime |
| Dressing Frequency | Every Y parts | Every 1.5Y – 3Y parts | Less time spent dressing, more grinding time |
| Cycle Time Per Part | Z minutes | 0.8Z – 0.9Z minutes | Increased throughput, lower labor cost per part |
| Scrap Rate | A% | < A% | Material savings, better quality output |
(Note: The values X, Y, Z, and A are illustrative. Actual improvements are highly dependent on the specific application, materials, machine conditions, and the precise formulations of the bonds being compared. Always consult with your grinding wheel supplier for tailored data and expectations.)
Therefore, while the advanced technology in hybrid bonds might seem like a complex topic, its impact boils down to very practical and desirable outcomes: making your grinding operations more efficient, producing higher quality parts, and ultimately saving you money.
Is a Hybrid Bond Wheel the Right Fit for Your Specific Grinding Needs?
Now that you know why hybrid bond wheels offer unique advantages, you’re probably asking: are they actually the best choice for the specific materials I work with and the jobs I need to do?
Hybrid bond diamond and CBN grinding wheels are typically the right fit if you’re working with hard-to-grind materials like tungsten carbide, hardened steels, or technical ceramics, especially in demanding applications such as tool manufacturing or precision component grinding where a balance of high material removal rates, excellent surface finish, and long wheel life is crucial. Comparing them to conventional bonds for your specific needs will clarify their suitability.
Ideal Materials for Hybrid Bond Grinding (e.g., Carbide, Hardened Steels, Ceramics)
Hybrid bond wheels truly shine when faced with materials that are notoriously difficult to grind using conventional abrasive technologies. Their unique structure provides the toughness and cutting ability needed for these challenging materials. Here are some ideal candidates:
- Tungsten Carbide1: This is a very hard and wear-resistant material widely used for cutting tools, dies, and wear parts.
- Why Hybrid Bonds Excel: Hybrid bond diamond wheels offer excellent wear resistance against abrasive carbide, leading to longer wheel life. They can also maintain sharp cutting edges on tools and achieve fine surface finishes. For instance, in the manufacturing of carbide drill bits or end mills, hybrid bonds allow for efficient fluting and relief grinding.
- Hardened Steels (HSS, Tool Steels, Bearing Steels): These steels are heat-treated to achieve high hardness, making them tough to grind.
- Why Hybrid Bonds Excel: Hybrid bond CBN (Cubic Boron Nitride) wheels are the preferred choice here. CBN is second only to diamond in hardness and is chemically stable when grinding ferrous (iron-based) materials like steel. Hybrid bonds enhance CBN’s performance by providing both aggressive stock removal for tasks like grinding hardened gear profiles and the ability to achieve precise geometries.
- Technical Ceramics (e.g., Alumina, Zirconia, Silicon Nitride): These advanced materials are extremely hard and brittle, posing significant grinding challenges.
- Why Hybrid Bonds Excel: Hybrid bond diamond wheels can effectively grind these ceramics, offering good material removal while minimizing issues like chipping or cracking, which can occur with overly aggressive or unsuitable bond types. Their ability to maintain form is also crucial for producing precise ceramic components used in aerospace or electronics.
- Cermets and Metal Matrix Composites (MMCs): These are complex materials combining metallic and ceramic properties.
- Why Hybrid Bonds Excel: The versatility of hybrid bonds allows them to be tailored for these composite materials, effectively grinding both the hard ceramic phases and the tougher metallic matrix.
- Glass and Sapphire: While often ground with metal or specialized resin bonds, hybrid diamond wheels can also offer benefits in certain high-precision or high-volume applications, providing good edge quality and tool life.
It’s important to remember that the specific formulation of the hybrid bond can be optimized for different materials. For example, a hybrid bond designed for tungsten carbide might have different characteristics than one designed for grinding hardened tool steel. The performance on these materials can also be influenced by the specific grade of the material, coolant used, and machine conditions, so discussing your exact material with your wheel supplier is key to selecting the most effective hybrid bond wheel.
Key Applications Where Hybrid Bonds Truly Excel (Tool Manufacturing, Precision Grinding)
Beyond just the materials, hybrid bond wheels demonstrate their superior capabilities in specific types of jobs and industries where performance demands are high.
- Cutting Tool Manufacturing and Re-sharpening: This is a primary application area.
- What it involves: Creating and sharpening tools like end mills, drills, reamers, hobs, and inserts made from tungsten carbide or HSS. This includes operations like:
- Fluting: Grinding the helical grooves in a drill or end mill.
- Gashing: Creating the initial cuts for cutting edges.
- Relief Grinding (Primary and Secondary): Grinding the angles behind the cutting edge.
- Why Hybrid Bonds Excel: These operations require high precision, good surface finish (for sharp edges), and often significant material removal. Hybrid bond diamond (for carbide) and CBN (for HSS) wheels provide the necessary combination of long life (reducing wheel changes during complex tool grinding), aggressive cutting action, and the ability to hold intricate forms. For example, a CNC tool grinder producing carbide end mills can achieve faster cycle times and more tools per wheel using a hybrid bond compared to a standard resin bond.
- What it involves: Creating and sharpening tools like end mills, drills, reamers, hobs, and inserts made from tungsten carbide or HSS. This includes operations like:
- Precision Component Grinding (Automotive, Aerospace, Medical):
- What it involves: Grinding highly accurate parts like fuel injectors, bearing races, turbine blades, hydraulic components, and medical implants from hardened steels, ceramics, or other advanced materials. This includes:
- Cylindrical Grinding (OD & ID): Grinding the outside or inside diameters of round parts.
- Surface Grinding: Producing flat, accurate surfaces.
- Profile Grinding: Creating specific shapes and contours.
- Why Hybrid Bonds Excel: These applications demand tight tolerances, excellent surface integrity, and often high throughput. Hybrid bonds offer the form-holding needed for profiles, the fine finish capabilities for critical surfaces, and the wear resistance for long production runs. For instance, grinding the internal bore of a hardened steel fuel injector component requires a wheel that can maintain its diameter precisely over many parts; a hybrid CBN wheel is well-suited for this.
- What it involves: Grinding highly accurate parts like fuel injectors, bearing races, turbine blades, hydraulic components, and medical implants from hardened steels, ceramics, or other advanced materials. This includes:
- Gear Manufacturing: Grinding hardened gear teeth to achieve precise profiles and surface finishes for quiet, efficient operation. Hybrid CBN wheels are increasingly used for their ability to combine fast stock removal with high accuracy.
- Die and Mold Making: Grinding intricate details and surfaces on hardened tool steel molds and dies. Hybrid CBN wheels can provide the necessary precision and surface quality.
The common theme in these applications is the need for high performance on difficult materials, where traditional bonds might struggle to deliver the required productivity, quality, or tool life. Hybrid bonds step in to bridge that gap.
Hybrid vs. Conventional Bonds: A Quick Guide for Your Decision
Choosing the right grinding wheel bond is crucial for success. Here’s a quick comparative guide to help you decide if a hybrid bond is a better fit for your needs compared to traditional options.
| Feature | Hybrid Bond | Resin Bond2 | Metal Bond3 | Vitrified Bond |
|---|---|---|---|---|
| Primary Strength | Balanced, versatile performance (good blend of life, speed, finish) | Free-cutting, excellent finish, good for heat-sensitive materials | Extreme durability, best form holding, aggressive applications | High precision, cool cutting, porous structure for chip clearance |
| Wheel Life | Very Good to Excellent | Fair to Good | Excellent to Superior | Good to Very Good |
| Material Removal Rate | Good to Very Good | Good | Moderate to Good (can be aggressive but may generate heat) | Good |
| Surface Finish | Good to Excellent | Very Good to Excellent | Fair to Good (can be rougher) | Excellent |
| Dressability | Moderate (easier than metal, harder than resin) | Easy | Difficult | Moderate (can be friable) |
| Typical Cost | Higher | Lower | High | Moderate to High |
| Best For… | Hard-to-grind materials, mixed demands, high-production environments requiring balance. | Heat-sensitive materials, applications needing the finest finish, general purpose. | Profile grinding where form holding is paramount, high-wear applications. | Tight tolerances, brittle materials, precision grinding. |
| Consider Hybrid When… | You need better life than resin and better finish/freer cutting than metal, or when overall cost-per-part is critical despite higher initial wheel cost. | Low initial cost is key, and wheel life or MRR demands are not extreme. | You need the absolute longest life and form retention, and finish/dressability are secondary. | You need ultimate precision and cool grinding, especially on brittle or heat-sensitive materials. |
Key Takeaway for Decision-Making:
- If your current resin wheels wear out too fast, or you can’t get enough material removal with them on tough materials, consider a hybrid.
- If your metal bond wheels are too difficult to dress, generate too much heat, or don’t give you the finish you need, a hybrid might be a better compromise.
- If you are grinding very hard materials and need a good balance of speed, life, and finish, a hybrid bond is often a strong candidate.
Ultimately, the “right fit” depends on a thorough evaluation of your specific material, application, quality requirements, and economic goals. This guide provides a starting point for that evaluation.


How Do You Specify the Optimal Hybrid Wheel for Your Operation?
So, you’ve learned why hybrid bond wheels are advantageous and identified that they might be a great fit for your materials and applications. The next crucial step is figuring out this: how do you ensure you get the exact hybrid wheel that will perform best for your specific job?
To specify the optimal hybrid wheel for your operation, you’ll need to provide your supplier with comprehensive details about your workpiece material, grinding machine, and specific grinding goals. Armed with this information, you can then work with them to define the key wheel parameters—such as abrasive type, grit size, concentration, bond grade, and the precise wheel geometry—to create a perfectly matched tool.
Essential Information: Workpiece Material, Machine Type, and Grinding Goals
Think of specifying a grinding wheel like ordering a custom-tailored suit. The more precise the measurements and information you provide, the better the fit and performance. Sharing detailed information upfront is key to unlocking the full potential of a hybrid bond wheel.
- Workpiece Material Details:
- Exact Material Type: Don’t just say “steel” or “carbide.” Specify the exact grade or designation (e.g., D2 tool steel, K20 tungsten carbide, Alumina Oxide ceramic).
- Hardness: Provide the material hardness (e.g., HRC 60-62, HV 1600). This significantly influences the choice of abrasive and bond characteristics.
- Condition: Is it pre-heat treatment, post-heat treatment, sintered, etc.?
- Why it matters: Different materials interact differently with abrasives and bonds. A hybrid bond ideal for grinding a very hard, brittle ceramic might not be optimal for a tough, hardened steel.
- Grinding Machine Information:
- Machine Make and Model: This helps the supplier understand the machine’s capabilities and limitations.
- Spindle Power (HP or kW): Higher power machines can often utilize harder bonds and more aggressive specifications. Lower power machines might need freer-cutting wheels.
- Spindle Speed (RPM range): The available RPM will dictate the wheel’s surface speed, which is critical for optimal grinding.
- Coolant Type and Delivery: Specify if you’re using oil, synthetic, or water-soluble coolant, and describe the application method (e.g., flood, high-pressure jet). Coolant impacts grinding temperature and chip removal, influencing bond choice.
- Machine Condition and Rigidity: An older, less rigid machine might require a more forgiving, softer-acting wheel specification compared to a new, highly rigid CNC grinder.
- Why it matters: The machine is the platform for the wheel. Its power, speed, and stability will directly impact how effectively any wheel performs.
- Specific Grinding Goals:
- Target Surface Finish (e.g., Ra, Rz)4: What level of smoothness do you need on the finished part (e.g., 0.2 µm Ra)? This heavily influences grit size and bond selection.
- Required Material Removal Rate (MRR): How much material do you need to remove, and how quickly (e.g., mm³/min or in³/min)? Are you roughing or finishing?
- Dimensional and Geometric Tolerances: How precise does the final part need to be (e.g., ±0.005 mm)? This impacts the need for form holding and wheel consistency.
- Desired Wheel Life: While everyone wants long life, are there specific targets or expectations based on current performance or job costing?
- Operation Type: Clearly define the grinding operation (e.g., surface grinding, cylindrical OD grinding, internal grinding, flute grinding, gashing).
- Why it matters: Your goals determine the priorities for the wheel’s performance. Often, there are trade-offs; for example, achieving a super-fine finish might mean a slower material removal rate. Clearly stating your primary objectives helps in optimizing the wheel specification.
Providing this comprehensive information allows a knowledgeable supplier to recommend or design a hybrid bond wheel that is truly optimized for your unique situation.
Key Wheel Parameters: Abrasive Type (Diamond/CBN), Grit Size, Concentration, Bond Grade
Once the application details are clear, the next step is to define the specific characteristics of the hybrid bond wheel itself. These parameters are like the DNA of the grinding wheel.
- Abrasive Type: Diamond or CBN?5
As briefly touched upon when discussing materials:- Diamond (D): Used for grinding very hard non-metallic materials (tungsten carbide, ceramics, glass, graphite, some non-ferrous metals).
- CBN (Cubic Boron Nitride) (B or N): Used for grinding hard ferrous materials (steels like HSS, tool steels, case-hardened steels, bearing steels, and some superalloys). CBN is generally not recommended for carbide due to chemical reactions at high grinding temperatures.
The choice here is fundamental and primarily dictated by the workpiece material.
- Grit Size (Mesh or Micron Size):
This refers to the size of the individual abrasive particles. Larger particles (coarser grit) remove material faster but leave a rougher finish. Smaller particles (finer grit) remove material slower but produce a smoother finish.- Coarse Grits (e.g., 60/80 to 80/100 mesh; or D251 to D181 in microns): For high stock removal, rough grinding operations.
- Medium Grits (e.g., 100/120 to 170/200 mesh; or D151 to D76 in microns): A good balance for general-purpose grinding, offering decent MRR and good finish.
- Fine Grits (e.g., 200/230 to 325/400 mesh and finer; or D64, D46, D25 and finer in microns): For fine finishing, achieving tight tolerances and excellent surface quality.
A simple way to remember: Lower grit number = Bigger particles = Faster cutting, Rougher finish.
Parameter Note: Grit size designations (e.g., US Mesh, FEPA, JIS, Micron) can vary. It’s crucial to clarify the sizing system with your supplier to ensure consistency.
- Concentration (C):
This indicates the amount of diamond or CBN abrasive contained within a unit volume of the abrasive section of the wheel. Common concentrations are C25, C50, C75, C100, C125, etc., where C100 means 72 carats of abrasive per cubic inch (or 4.4 carats/cm³).- Lower Concentrations (e.g., C50, C75): Often used for wheels with finer grit sizes, applications requiring better form holding, or when grinding materials prone to loading. They may also be suitable for smaller contact areas.
- Higher Concentrations (e.g., C100, C125+): Generally provide longer wheel life and higher material removal rates, especially in coarser grit wheels for demanding applications.
Parameter Note: The optimal concentration is not always “higher is better.” It interacts closely with grit size, bond type, material being ground, and machine parameters. Your supplier can help determine the ideal concentration for your needs, as different hybrid bond systems might perform optimally with different concentration ranges.
- Bond Grade (Hardness/Wear Characteristic):
In hybrid bonds, “grade” refers to how strongly the bond matrix holds onto the abrasive particles. It’s not always a simple letter like in vitrified wheels (e.g., G, H, J) but is more related to the specific formulation of the hybrid bond which dictates its wear rate.- Softer Acting Hybrid Bonds: These release dulled abrasive grains more readily, exposing fresh, sharp particles. This is beneficial for preventing wheel loading when grinding softer or gummy materials, for lower-powered machines, or when a very free cutting action is desired.
- Harder Acting Hybrid Bonds: These offer superior abrasive retention, leading to longer wheel life and better form holding, especially when grinding very hard, brittle materials or on high-powered, rigid machines.
Parameter Note: Suppliers often have proprietary codes or descriptors for their hybrid bond formulations that correlate to their wear characteristics or “hardness.” Discussing the desired cutting action (e.g., “free-cutting,” “long-lasting,” “good form-holding”) with your supplier is key to getting the right bond characteristic.
Understanding these parameters helps you communicate your needs effectively.
Matching Wheel Geometry and Dimensions to Your Process
The physical shape and size of the grinding wheel are just as critical as its abrasive composition. Using the wrong geometry can lead to poor performance, safety hazards, or an inability to perform the operation correctly.
- Wheel Shape (Designation):
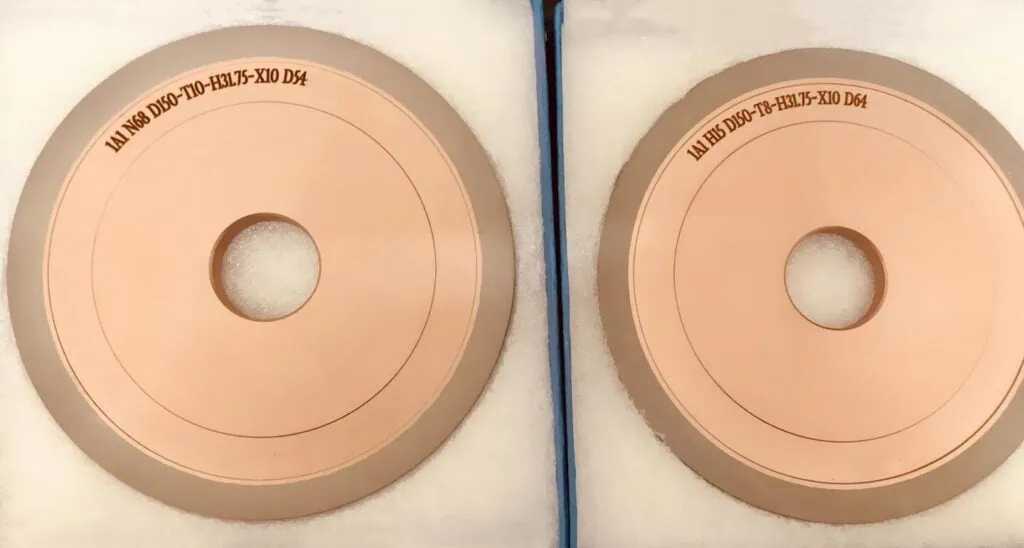
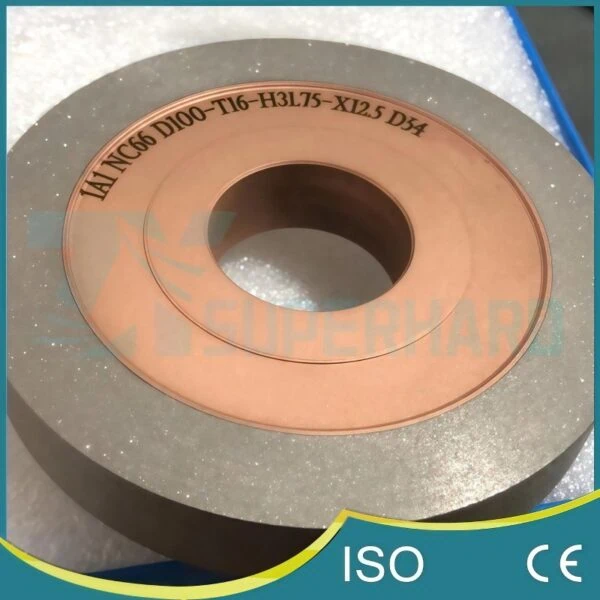
Grinding wheels come in many standard shapes, often designated by codes like those from FEPA (Federation of European Producers of Abrasives) or ANSI. Common examples include:- Type 1A16: A straight, flat wheel, often used for surface grinding or cylindrical grinding.
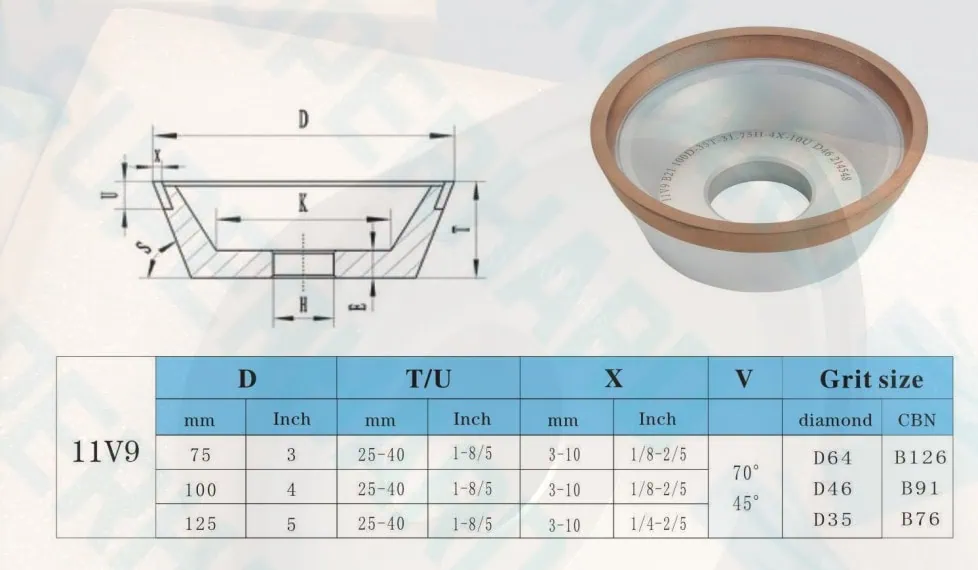
- Type 11V9 or 12V97: Flaring cup wheels, commonly used in tool and cutter grinding (e.g., for fluting end mills).
- Type 6A2C or 2A2T: Cup wheels, used for surface grinding or tool grinding.
- Type 1A1R: Straight wheel with one side relieved for cutting-off applications.
It’s essential to specify the correct shape based on your grinding machine’s capabilities and the specific operation you are performing (e.g., you can’t grind flutes on an end mill with a large diameter Type 1A1 wheel designed for surface grinding).
- Critical Dimensions:
For any wheel shape, precise dimensions are required:- D = Outside Diameter: The overall diameter of the wheel.
- T = Thickness (or H for some shapes like cups): The overall thickness of the wheel.
- H = Hole Size (Bore Diameter): The diameter of the central hole for mounting on the machine spindle. This must be accurate for a proper fit.
- X = Abrasive Layer Depth (Rim Thickness): For wheels with a distinct abrasive section (like many diamond/CBN wheels), this is the depth or thickness of that layer.
- W = Abrasive Layer Width (for some shapes): The width of the abrasive face on certain wheel types (e.g., on the side of a cup wheel).
- Other dimensions like angles for beveled wheels (e.g., E for 11V9), radii for formed wheels, etc., must also be specified if applicable.
- Special Features (If Needed):
- Coolant Slots/Holes: Some wheels can be designed with specific slots or holes to improve coolant delivery to the grinding zone.
- Balancing: For high-speed operations, wheels may need to be precision balanced by the manufacturer.
- Special Markings or Identifiers.
By carefully considering and clearly communicating these three areas—your operational details, the key wheel parameters, and the required geometry—you and your supplier can collaboratively define the optimal hybrid bond diamond or CBN grinding wheel that will deliver the performance, quality, and efficiency you expect for your specific application.
How Can You Maximize Performance and Longevity with Your Hybrid Bond Wheels?
You’ve invested in a high-performance hybrid bond grinding wheel, and now you want to make sure you get the absolute best results and the longest possible life from it. So, what are the key things you need to do?
To maximize the performance and lifespan of your hybrid bond wheels, it’s essential to follow critical operating guidelines for speeds, feeds, and coolant application that leverage the unique characteristics of the hybrid bond; implement effective truing and dressing practices specifically suited to its composite nature; and adhere to simple, consistent maintenance and operational tips to protect your investment.
Critical Operating Guidelines: Speeds, Feeds, and Coolant Use
Operating a hybrid bond wheel effectively means understanding how to leverage its unique blend of properties. Unlike traditional bonds that might excel in one area while sacrificing another, hybrid bonds aim for a balanced performance spectrum. Your operating parameters should reflect this.
Wheel Speed (Surface Speed)
This isn’t just how fast the spindle rotates (RPM), but rather the speed at which the wheel’s cutting edge moves across the workpiece, usually measured in Surface Feet Per Minute (SFPM) or meters per second (m/s).
- Hybrid Bond Considerations: Hybrid bonds often accommodate a wider effective operating speed range than some conventional bonds. They might allow for higher speeds than typical resin bonds due to improved abrasive retention and thermal stability from their metallic or vitrified components, yet maintain a freer cutting action than full metal bonds at these speeds. The goal is to find a speed that optimizes the cutting efficiency of the abrasive without generating excessive heat that could degrade any resinous components or cause premature dulling.
- General Guidelines: Diamond and CBN wheels often operate at higher surface speeds. For example, CBN wheels might run in the range of 4,000 to 12,000 SFPM (20-60 m/s).
- Crucial Safety Note: Never exceed the maximum operating speed (MOS) indicated on the wheel itself or by the manufacturer.
- Parameter Note: Optimal surface speeds for your specific hybrid bond wheel will vary based on its exact formulation, the material being ground, grit size, and your machine’s capabilities. Always start with your wheel supplier’s recommendations, as they can guide you to the sweet spot that leverages the bond’s hybrid advantages.
Feed Rates (Infeed/Traverse) and Depth of Cut (DOC)
- Feed Rate: This is how fast the workpiece moves past the wheel (traverse rate) or how quickly the wheel is fed into the workpiece (infeed rate).
- Depth of Cut (DOC): This is how much material the wheel removes in one pass.
- Hybrid Bond Considerations: The enhanced toughness and abrasive holding capacity of many hybrid bonds may allow for more aggressive feed rates and depths of cut compared to standard resin bonds, leading to higher MRR. However, this needs to be balanced. The aim is to utilize the bond’s durability without overwhelming its free-cutting characteristics, which could lead to increased grinding forces or heat. The “sweet spot” for a hybrid bond might involve a moderately aggressive approach that wouldn’t be sustainable for a softer bond but is more efficient than with a harder, less free-cutting traditional bond.
- General Approach:
- Roughing: With coarser grit hybrid wheels, you can often employ more substantial (yet controlled) feeds and DOC to capitalize on the bond’s robustness for rapid stock removal.
- Finishing: With finer grit hybrid wheels, reduce feeds and DOC to leverage the bond’s ability to maintain a consistent cutting profile for superior surface quality.
- Parameter Note: The ideal feeds and DOC are intricately linked to the hybrid wheel’s specific design (grit, concentration, bond sub-type), machine power and rigidity, material being ground, and coolant. Supplier guidance is essential to define a starting point that truly exploits the hybrid nature of the wheel.
Coolant Use: The Unsung Hero
Proper coolant application is vital for hybrid bond wheels to perform optimally and achieve their designed lifespan. The coolant must support the different characteristics brought by the combined bond materials.
Key Functions of Coolant for Hybrid Bonds:
- Heat Management: Critically important for hybrid bonds, as excessive heat can degrade any organic components (like resin) within the bond matrix or cause thermal stress, even if other components (like metal or vitrified elements) are more resistant. Effective cooling preserves the bond integrity.
- Chip Flushing & Lubricity: Hybrid bonds are designed for efficient cutting. Effective chip flushing is necessary to prevent loading, especially if the bond has resinous characteristics that might otherwise attract swarf. Simultaneously, sufficient lubricity helps reduce friction, which is beneficial if the bond contains metallic or very hard components.
- Maintaining Workpiece Integrity: By controlling temperature and facilitating clean cutting, coolant helps ensure the workpiece retains its desired metallurgical properties and surface finish – a key benefit often sought with hybrid wheels.
Choosing and Applying Coolant for Hybrid Wheels:
- Type: The choice between oil-based and water-based (synthetic/semi-synthetic) coolants depends on the application and materials. For grinding steels with hybrid CBN wheels, oils often provide superior lubricity and heat dissipation. For carbides with hybrid diamond wheels, advanced synthetics can offer excellent cooling and cleanliness. The key is ensuring the coolant chemistry is compatible with all components of the hybrid bond.
- Concentration (for water-based): Maintaining the correct concentration (e.g., 5-10%) is vital. Too lean a mixture can lead to poor cooling, rust, and bacterial growth. Too rich can be wasteful and sometimes cause foaming or residue.
- Application: Ensure generous and precisely aimed coolant flow directly into the grinding zone. The goal is to overcome the air barrier created by the rotating wheel and thoroughly wet the contact area. Proper filtration is also essential to prevent swarf from being recirculated and damaging the fine finish capabilities of hybrid wheels.
- Parameter Note: Coolant type, concentration, pressure, and flow rate should be optimized for your hybrid wheel and application. Consult both your coolant supplier and your hybrid wheel supplier for their expert recommendations.
Adhering to these operating guidelines, with a focus on the balanced nature of hybrid bonds, forms the foundation for unlocking their full potential.
Effective Truing and Dressing Practices Tailored to Hybrid Bonds
Truing and dressing are essential for maintaining any grinding wheel, but for hybrid bonds, these processes require particular attention to preserve and enhance their unique composite structure and performance. The methods must be effective enough to condition the wheel but not so harsh as to damage the carefully engineered blend of bond materials.
Understanding Truing: Making the Wheel Run True
Truing restores the wheel’s concentricity with the spindle and its profile accuracy. For hybrid bond wheels, accurate truing is vital because any runout can lead to inconsistent performance, negating the benefits of the precision bond structure.
- When is Truing Necessary? This is similar for all wheels: when mounting a new wheel, if damage or vibration occurs, or to correct or impart a specific form.
- Common Truing Methods for Hybrid Wheels: Methods like brake-controlled truing devices or powered rotary diamond dressers are used. However, for hybrid bonds, the feed rates and depth of truing should generally be conservative to remove minimal material, preserving the valuable abrasive layer and the integrity of the multi-component bond. While some robust hybrid bonds might tolerate methods similar to those for vitrified or metal bonds, it’s less about a one-size-fits-all approach and more about understanding the primary characteristics of that specific hybrid formulation.
- Goal of Truing: Achieve perfect geometry with minimal stock removal, ensuring the hybrid bond’s cutting face is uniformly presented to the workpiece.
Understanding Dressing: Sharpening and Conditioning the Hybrid Wheel
Dressing is the process8 of conditioning the wheel’s cutting face by removing loaded material (swarf) and strategically eroding a minute amount of the bond to expose fresh, sharp abrasive grains. This is where the nuances of hybrid bonds are most apparent.
- Why Dressing is Key and Specific for Hybrid Bonds:
- Hybrid bonds are not monolithic. They might combine, for example, the free-cutting exposure of a resin component with the grit retention of a metallic or vitrified component. Dressing must cater to this duality. The goal is to create an “open” or “active” cutting surface where the abrasives are adequately exposed and supported by the bond, but without preferentially stripping away a softer bond phase or failing to adequately condition a harder phase.
- An incorrectly dressed hybrid wheel might perform like a less effective standard bond – e.g., if too much bond is left, it might act like a hard, glazed wheel; if dressed too aggressively, it might lose abrasives prematurely.
- Dressing Tools and Techniques for Hybrid Bonds:
- Abrasive Sticks: These are commonly used. For hybrid bonds, the selection of the stick’s abrasive type (e.g., aluminum oxide, silicon carbide), grit size, and hardness is more critical than for simple resin bonds. The stick must be effective enough to abrade the specific hybrid bond matrix without being so aggressive that it damages the superabrasive grains or the bond structure. A stick suitable for a soft resin bond might be ineffective or wear too quickly on a tougher hybrid, while one for a hard metal bond might be too harsh.
- Rotary Diamond Dressers: When using rotary diamond dressers (especially on CNC machines), parameters like the dresser’s speed ratio to the grinding wheel, direction of rotation, traverse speed, and depth of dress must be carefully controlled. These parameters are often fine-tuned for specific hybrid bond families to achieve optimal surface preparation.
- “Touch Dressing” or Conditioning: Some hybrid bonds benefit from a very light conditioning pass after a more formal dressing operation to achieve the perfect cutting texture.
- Dressing Frequency and Amount for Hybrid Bonds:
- Hybrid wheels often require less frequent dressing than conventional resin bonds due to their enhanced wear resistance and anti-loading properties derived from their composite nature. However, they will likely need more dressing than extremely durable, full metal bonds.
- The principle is to dress only when necessary (indicated by increased grinding forces, workpiece burn, or deteriorating surface finish) and to remove the absolute minimum amount of bond material to restore the cutting action.
- Parameter Note for Truing & Dressing: This is exceptionally critical for hybrid bonds: Always prioritize your hybrid wheel supplier’s specific recommendations for truing and dressing. Given the wide variation in hybrid bond formulations (e.g., varying proportions of resin, metal, vitrified components, different fillers), what works for one hybrid may be detrimental to another. The supplier understands the unique erosion characteristics of their bond and can provide the best guidance on tools and parameters.
Simple Tips for Extending Wheel Life and Ensuring Consistent Results
While specific operating and dressing parameters are key, several fundamental practices will help you protect your investment in advanced hybrid bond wheels and achieve consistent, high-quality results.
- Proper Wheel Mounting is Paramount: Given the precision engineering of hybrid bonds, ensuring even clamping pressure and minimal runout during mounting is vital. This prevents undue stresses that could compromise the integrity of the advanced hybrid bond structure, potentially leading to micro-cracks or premature failure and a loss of the wheel’s specialized cutting characteristics.
- Always inspect wheels for any damage before mounting.
- Ensure machine flanges are clean, flat, and of the correct diameter (typically at least 1/3 of the wheel diameter).
- Use clean paper blotters of the correct thickness between the wheel and flanges.
- Tighten mounting nuts firmly but not excessively, following a star pattern.
- After mounting, always perform a test run and ensure the wheel runs true. If not, true it carefully.
- Maintain Your Grinding Machine: The enhanced performance of hybrid bonds (e.g., potential for higher MRR or finer finishes) can only be consistently achieved on a rigid, well-maintained machine. Vibrations from worn spindle bearings, play in the slides, or general machine instability will not only produce poor parts but can also cause uneven wear or even chipping of the hybrid bond’s abrasive layer.
- “Listen” to the Grinding Process and Observe: Experienced operators can often tell by the sound and visual cues if a grinding operation is running smoothly. Changes in sound can indicate wheel loading, excessive cutting force, or the onset of chatter, any ofwhich can be detrimental to the hybrid bond wheel and workpiece. Encourage operators to use their senses and not just rely on programmed parameters, avoiding conditions that force the wheel.
- Ensure Consistent and Clean Coolant: As detailed earlier, coolant is vital. For hybrid bonds, inconsistency in coolant application (concentration, flow, cleanliness) can lead to thermal shock, uneven wear, or loading, all ofwhich can negate the specific free-cutting and wear-resistant balance designed into your hybrid wheel.
- Store Wheels Correctly: Protect your investment. Store hybrid bond wheels in a dry, protected area, preferably laid flat on a shelf without stacking other heavy items on top of them. Avoid extreme temperatures or humidity, which could affect the bond integrity over time.
- Keep Good Records: When you establish successful operating parameters (speeds, feeds, DOC, specific truing and dressing techniques) for a particular hybrid bond wheel on a specific job, document them thoroughly. This record-keeping is invaluable for ensuring consistency, training new operators, and for troubleshooting if performance changes.
- Invest in Operator Training: Ensure your machine operators understand that hybrid bond superabrasive wheels are advanced tools with specific characteristics. Proper training on their handling, mounting, operation, and particularly their unique dressing needs can make a significant difference in maximizing performance, ensuring safety, and achieving the full economic benefit of these specialized wheels.
By consistently applying these guidelines, with an understanding of how they relate to the unique nature of hybrid bonds, you can significantly enhance performance, extend operational life, and achieve consistently high-quality results.
Conclusion
Hybrid bond diamond and CBN grinding wheels stand out as a powerful and versatile solution in the world of precision grinding. By ingeniously combining the most desirable attributes of different bond technologies, they offer a compelling pathway to enhanced productivity, superior workpiece quality, and improved cost-effectiveness, especially when tackling hard-to-grind materials and complex applications.
Successfully leveraging these advanced abrasive tools hinges on a clear understanding of their unique nature, a careful assessment of their suitability for your specific grinding needs, meticulous attention to detail when specifying wheel parameters, and diligent application of best practices in their operation and maintenance. When these elements align, hybrid bond wheels are more than just a tool; they become a strategic asset in achieving your manufacturing goals. As technology continues to evolve, partnering with knowledgeable suppliers and staying informed about advancements will further unlock the remarkable potential these wheels offer.
Ready to elevate your grinding operations? Explore our range of Hybrid Bond Diamond and CBN Grinding Wheels. For custom solutions, you can also contact us directly to discuss your specific requirements – we are here to tailor our wheels to your exact needs.
References
- Tungsten Carbide1 – Britannica article explaining the properties and applications of Tungsten Carbide.
- Resin Bond2 – ZYDiamondTools blog post explaining the selection and application of resin bond diamond/CBN grinding wheels.
- Metal Bond3 – ZYDiamondTools blog post detailing why metal bond diamond/CBN grinding wheels excel and how to select them.
- Surface Finish (e.g., Ra, Rz)4 – Get It Made UK resource explaining surface roughness parameters and their importance.
- Diamond or CBN?5 – ZYDiamondTools blog post guiding the choice between CBN and diamond grinding wheels based on needs.
- Type 1A16 – ZYDiamondTools product page for 1A1 Hybrid Bond Diamond/CBN Slotting Grinding Wheels.
- Type 11V9 or 12V97 – ZYDiamondTools product page for 11V9/12V9 Hybrid Bond Diamond and CBN Grinding Wheels.
- Dressing is the process8 – ZYDiamondTools practical how-to guide on mastering diamond wheel dressing.




