In the field of hard turning, PCBN (polycrystalline cubic boron nitride) inserts occupy a large proportion. PCBN inserts are widely used in hard turning because of their high hardness, good wear resistance, chemical stability, and excellent thermal conductivity.
In order for a PCBN insert to be fully functional, its type of edge radiusing processing is a factor that must be considered. This has a direct impact on the tool’s life. Related information shows that edge radiusing processing can have an impact on PCBN insert life of 300% or more.
What Is Edge Radiusing Processing Of PCBN Inserts
The tool edge refers to the junction of the front and rear face of the insert, where the workpiece material separates to form the chip and the machined surface.
The edge radiusing processing is a process to improve PCBN insert quality and enhance tool life by chamfering, dulling, smoothing, and polishing after the insert has been finely ground.
Why do we need edge radiusing processing

Why We Need Edge Radiusing Processing
After PCBN inserts are sharpened by diamond wheels, the cutting edges often have a certain degree of microscopic notches, such as tiny chipping and sawing. During the cutting process, the PCBN inserts micro edge notch is very easy to expand, which will accelerate the wear and damage of the tool. In order to eliminate the microscopic defects of the cutting edge generated in the machining, therefore, edge radiusing processing should be carried out.
Four Common Types Of Edge Radiusing Processing
Generally speaking, PCBN insert’s edge radiusing processing can be divided into four types: Type F – without chamfering & without dulling, type E – with dulling & without chamfering, Type T -with chamfering & without dulling, and Type S -with chamfering &with dulling.
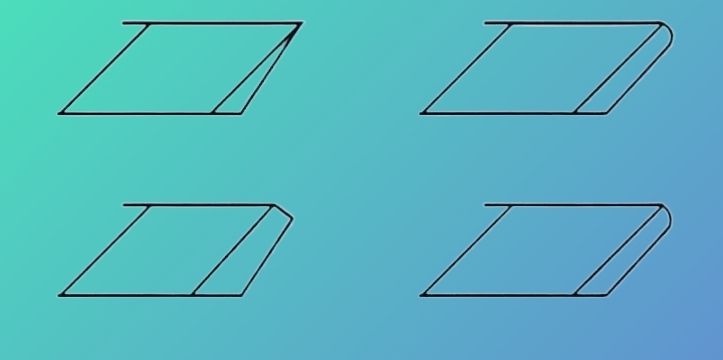
Type F
This type of edge has a low cutting force and low cutting heat. Its cutting-edge strength is low, has initial defects, and is rarely used.
Type E
This type of edge eliminates microscopic defects on edge, strengthens the edge, and increases resistance to chipping and cracking.
Type T
This type of edge has better impact resistance and is more suitable for working conditions that require reduced cutting forces and high tolerances.
Type S
This type of edge is the most common and preferred type of edge for hard turning. Compared to T-edges, S-edges have higher strength and resistance to chipping, allowing for more consistent workpiece surface quality. It is suitable for large depths of cut and interrupted machining conditions.
If you have more questions about cutting PCBN inserts, please get in touch with us.