-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

PCD tools raw materials introduction:
PCD refers to the poly-crystal formed by mixing diamond powder (particle size of micron) with a small amount of metal powder (such as Co, etc.) at high temperature (1400 ℃) and high pressure sintering.
The PCD composite sheet supplied as a commodity on the market is a super hard composite material which is firmly combined with the cemented carbide substrate by the poly-crystalline diamond layer at high temperature and high pressure. It has both the high hardness and high wear resistance of PCD and the good strength and toughness of cemented carbide.
Therefore, the tool made of PCD composite sheet is the most widely used diamond tool, which is widely used in automotive, aerospace, building materials and other industrial fields. The tool made of it has the advantages of high cutting speed, long tool life and low cost of mass processing work-piece, mainly because it has the following performance characteristics that are incomparable with other tool materials.
PCD tools performance characteristics
High hardness and wear resistance
The hardness of poly-crystalline diamond is 3 to 4 times higher than that of hard alloy, close to natural diamond, and the wear resistance is more than 100 times higher, because the diamond grains are freely distributed in all directions, non-directional, so the hardness and wear resistance of all sides are consistent, and the crack is difficult to transmit from one grain to another grain, and its crack resistance is better than that of single crystal diamond.
Low friction coefficient and high elastic modulus
The friction coefficient between the PCD tool and the workpiece material is lower than that of other tool materials except single crystal diamond, usually between 011 and 013. The small friction coefficient can reduce the cutting force and reduce the cutting temperature.
The elastic modulus of the PCD tool is much larger than that of the cemented carbide, so the cutting edge is not easy to deform during the cutting process, and the original geometric parameters of the cutting edge can be maintained to a large extent and the cutting edge can be kept sharp for a long time.
Good thermal conductivity and low thermal expansion coefficient
The high thermal conductivity and thermal diffusivity make the cutting heat of the PCD tool easy to be lost during cutting, so that the cutting zone temperature will be low and the tool service life will be long. The low coefficient of thermal expansion makes the tool less prone to large deformation during cutting.
Sharp edge and small edge surface roughness
The cutting edge of the PCD tool is very sharp, the general peak value of the cutting edge is less than 5μm, and the blunt radius of the cutting edge is less than 4μm. In most cases, the front cutter face of the PCD tool is mirror, and the surface roughness can reach 0101μm, which can make the chips flow easily along the front cutter face and reduce the generation of chip tumors.
Application of PCD tools in piston processing
In order to improve the performance of the engine, the engine piston material is changed from low silicon aluminum alloy to medium silicon aluminum alloy, and even adopts high silicon aluminum alloy.
The excellent characteristics of PCD make PCD tools widely used in processing aluminum alloys, especially high-silicon aluminum alloys. The hardness and wear resistance of high-silicon aluminum alloy are higher than other aluminum alloys, and the cutting tool alternately cuts the soft aluminum base and the hard silicon particles, and the ordinary tool is easy to wear. At the same time, the tool is also easy to produce chip nodules, which will worsen the processing accuracy and surface roughness.
In order to avoid chip buildup and work hardening, the blade must be sharp and the knife face must be smooth, and the PCD tool just meets these requirements.
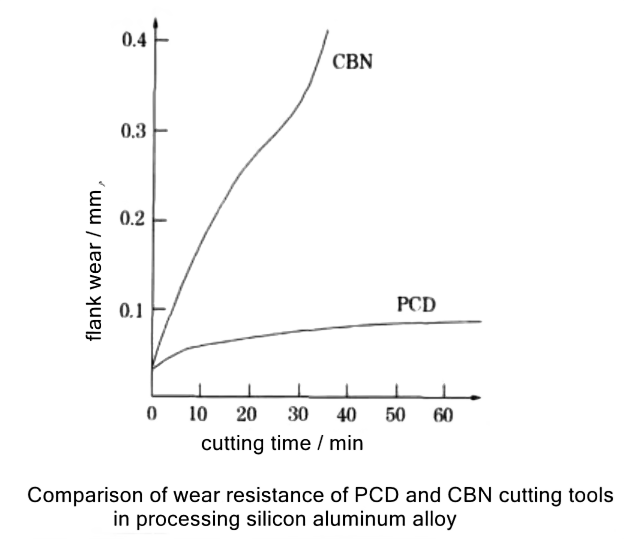
Figure 1 shows the wear comparison of the back tool face of PCD tool and CBN tool during the processing of Al-Si alloy (V=170m/min, f = 011mm/ r, ap= 015mm). As can be seen from the figure, even if the use of CBN super hard tool its service life is not high, while the wear resistance of PCD tool is higher, after a long time cutting tool after the tool face wear is still small, the experiment proves that PCD tool is more suitable for the processing of aluminum silicon piston.
Correct use of PCD tools
Necessary high-rigidity machining machine tools
although the PCD knife has a very high hardness, but its toughness is not as good as cemented carbide, much lower than high-speed steel, so the main failure form of PCD tool for the edge. Cutting edge breakage is usually caused by vibration during machining. Reducing the tool overhang and improving the rigidity of the machine help to reduce the vibration. High-rigidity machining machine tool is a necessary condition for the use of PCD tools, most of the processing workshops are in the more advanced CNC CNC machine tools processing high-silicon aluminum piston fine process.
Necessary higher cutting speed
the higher cutting speed can also play a role in protecting the cutting edge of the PCD tool. When turning with PCD tools, the cutting speed used should be increased by 2 to 3 times than that used with cemented carbide tools, otherwise it is difficult to obtain satisfactory processing results.
Use coolant appropriately
PCD tools can be divided into surface processing tools, hole processing tools, ring groove processing tools. When the PCD tool is used for surface processing or boring of the aluminum piston, it is usually not necessary to use coolant, and when the ring groove is semi-closed, it is necessary to ensure smooth chip removal and cooling and lubrication of the cutting edge.

What Is the Difference Between Cutting and Grinding?
Learn the key differences between cutting and grinding in manufacturing. Discover their definitions, applications, best practices, and tool selection tips.
PCD vs. CVD: Which Diamond Cutting Tool is Best for Your Machining Needs?
PCD or CVD? Learn the key differences in manufacturing, performance, and real-world applications to choose the right diamond cutting tool

What is the Optimal Cutting Speed for PCD Reamers?
Find the best cutting speed for PCD reamers with expert tips on material, tool design, and machine factors. Learn to

What Are CBN Chipbreaker Inserts and How Do They Solve Machining Challenges?
Learn how CBN chipbreaker inserts improve machining efficiency, prevent tool damage, and enhance surface finish. Discover key features and where
