-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

Why Are CBN Inserts the Key to Successful Hardened Steel Machining?

So, what is the complete formula for using CBN inserts to successfully machine hardened steel?
Successfully machining hardened steel with CBN inserts hinges on understanding four key areas: recognizing the core challenges of hardness and heat, leveraging CBN’s unique properties of hot hardness and wear resistance, correctly selecting an insert based on its construction and grade, and applying the right machining parameters with a rigid setup.
Why is Machining Hardened Steel So Challenging?
So, what exactly makes cutting through a block of hardened steel so much more difficult than machining standard metals?
Machining hardened steel is exceptionally challenging due to three primary factors: its extreme hardness causes rapid tool wear, the process generates intense heat that can soften and destroy cutting tools, and the high cutting forces involved create a significant risk of poor surface finish and dimensional inaccuracy on the final part.
Tackling this material requires a deep understanding of these specific obstacles. Each one presents a unique problem that traditional machining methods struggle to overcome. Let’s break down exactly what is happening at the tip of the cutting tool.
Extreme Material Hardness and Abrasiveness
The primary challenge lies in the material’s fundamental nature. Hardened steel has been heat-treated specifically to resist deformation and wear, making it incredibly dense. This means that standard cutting tools, such as those made from carbide, face extreme cutting forces and highly abrasive conditions.
To put this into perspective, while a typical piece of mild steel might have a hardness of around 15 HRC, the hardened steels in question range from 45 to 70 HRC on the Rockwell C scale (HRC)1—a completely different class of material to machine. Furthermore, this hardness comes with high abrasiveness, as many hardened steels contain hard carbide particles within their structure. As the tool cuts, these microscopic particles act like sandpaper, relentlessly grinding away at the cutting edge.
High Heat Generation at the Cutting Edge
When you machine any material, you generate heat from friction and the energy it takes to shear the metal. However, with hardened steel, this effect is amplified enormously. The immense force required to cut through such a resistant material creates a tiny, concentrated zone of extreme temperature right at the tool’s tip.
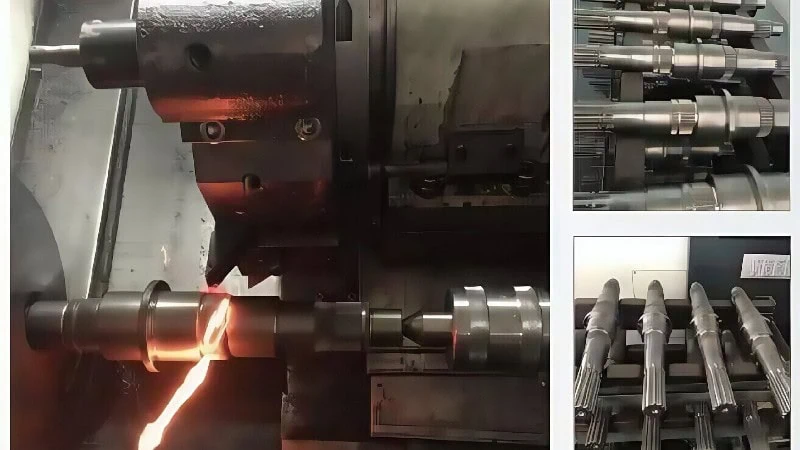
How hot does it get? In hard turning operations, it’s not uncommon for the temperature at the cutting interface to exceed 1000°C (1832°F). This is hot enough to make the metal glow bright orange or yellow.
So, what happens when a tool gets this hot? Most cutting tool materials, including many grades of carbide, begin to lose their hardness at these temperatures in a process called thermal softening2. The tool edge literally becomes soft, causing it to deform, wear out almost instantly, or even fail catastrophically. This intense heat is the single greatest enemy of the cutting tool in a hard machining application.
The Risk of Poor Surface Finish and Dimensional Inaccuracy
The first two challenges—hardness and heat—directly lead to the third and most critical problem from a quality perspective: producing a finished part that meets specifications.
As a result of the extreme cutting forces and rapid tool wear, maintaining control over the final product becomes incredibly difficult. Here’s how it happens:
- Tool Wear Leads to Inaccuracy: As the tool’s cutting edge wears down, its physical shape changes. A tool that has worn by just a few microns will cut a part that is dimensionally incorrect by that same amount. In applications like bearings, fuel injectors, or transmission gears, tolerances are often measured in single-digit microns (a human hair is about 70 microns thick). An inaccurate part is a scrapped part, which costs both time and money.
- Dull Edges Ruin Surface Finish: A sharp tool cleanly shears metal away. A dull or worn tool, however, begins to plow and smear the material instead of cutting it. This plowing action results in a rough, inconsistent surface finish, often with built-up material on the edge that can mar the workpiece.
Ultimately, these challenges mean that without the right approach, machining hardened steel can be an unstable, unpredictable, and expensive process, with high rates of tool consumption and scrapped parts.
How Do CBN Inserts Overcome These Challenges?
Knowing the intense heat and hardness involved, how can a specialized CBN insert succeed where other tools quickly fail?
CBN inserts conquer the challenges of hard machining by using the extreme heat to their advantage. Their superior hot hardness allows them to remain sharp and effective at temperatures that soften other tools, leading to excellent wear resistance for longer tool life and enabling the highly efficient process of “hard turning” as a direct replacement for grinding.
These inserts don’t just survive the harsh environment of hard machining; they are engineered to thrive in it. By turning the greatest challenge—heat—into a benefit, they fundamentally change the rules of the game.
Superior Hot Hardness and Thermal Stability
The core secret to a CBN insert’s success is its remarkable ability to maintain its hardness even when it gets incredibly hot. This property is known as hot hardness.
Cubic Boron Nitride (CBN) is a synthetic material with a crystal structure that is second only to diamond in hardness. However, unlike diamond, which can break down at high temperatures (around 700°C), CBN is thermally stable up to well over 1200°C. It simply does not soften or lose its cutting edge in the extreme heat generated during hard machining.
Imagine this: The intense heat at the cutting point actually works in the CBN tool’s favor by slightly softening a microscopic layer of the hardened steel workpiece just fractions of a second before the cut. The CBN insert, remaining incredibly hard, can then shear this slightly softened layer of material away with much greater ease.
In effect, the tool uses the problem (heat) to create its own solution, a principle that is key to modern high-speed hard machining.
Excellent Wear Resistance for Longer Tool Life
Because CBN maintains its hardness under extreme heat and pressure, it directly counters the abrasive wear that destroys conventional tools. The microscopic, hard particles within the steel that act like sandpaper on a carbide tool have little effect on the far harder CBN cutting edge.
What does this mean in a real-world machine shop? It means a dramatic increase in tool life and process stability.
- Predictable Performance: Instead of constantly worrying about a tool failing, an operator can trust a CBN insert to machine many parts with consistent quality.
- Reduced Downtime: In production environments, a single CBN cutting edge can often machine hundreds of components before needing to be indexed or replaced. This compares favorably to a carbide tool, which might fail after machining just a handful of parts, if it can cut the material at all.
- Cost-Effectiveness: While the initial cost of a CBN insert is higher than carbide, its drastically longer life and the ability to run at higher speeds often result in a significantly lower cost per finished part.
For example, in the automotive industry, machining the internal bore of a hardened transmission gear is a common application. A CBN insert can perform this operation for an entire shift, while other tools would require multiple changes, stopping production and introducing variation.
Enabling Hard Turning as a Grinding Replacement
Perhaps the most significant advantage of CBN is that it enables hard turning3—the process of machining hardened materials on a standard CNC lathe. This allows companies to replace a much slower, more complex, and less flexible finishing process: grinding.
Grinding has traditionally been the only way to achieve the high precision and smooth surface finishes required for hardened components. However, it is a separate, dedicated process. Hard turning with CBN can often eliminate this entire step, creating enormous efficiency gains.
Here is a direct comparison of the two processes:
| Feature | Traditional Grinding | Hard Turning (with CBN) |
|---|---|---|
| Machine | Dedicated, specialized grinding machine | Standard CNC lathe |
| Setup Time | Often long and complex | Fast and simple |
| Cycle Time | Slower material removal rates | Up to 5-10 times faster |
| Process Flexibility | Limited to one operation | Can turn, face, and contour in one setup |
| Coolant | Almost always requires messy flood coolant | Can often be performed dry |
By moving the finishing process from a grinder to a lathe, manufacturers can simplify their entire production workflow. A part can be heat-treated and then immediately finished on the same type of machine that may have performed the initial “soft” machining, drastically reducing part handling, lead times, and operational costs. The ability to successfully replace grinding depends heavily on choosing the correct CBN grade and machine parameters, so it is always wise to consult your tooling supplier’s specifications to ensure the best results for your specific material and finish requirements.

How Do You Select the Right CBN Insert for Your Application?
Now that you know what CBN can do, how do you choose the perfect one from all the available options?
Selecting the right CBN insert involves three key decisions: choosing between a cost-effective tipped insert or a high-performance solid insert, matching the CBN grade’s toughness to the type of cut (continuous or interrupted), and specifying an edge preparation that strengthens the tool for the specific job.
Making the right choice in each of these areas is critical for achieving the best performance, longest tool life, and highest part quality. Let’s explore each decision so you can select your next insert with confidence.
Solid CBN vs. Tipped CBN Inserts
First, you’ll need to choose the basic construction of the insert. This choice primarily comes down to performance needs versus budget.
- Tipped CBN Inserts4: These are the most common type. They consist of a standard carbide insert body with a small corner, or “tip,” of CBN material brazed onto the cutting edge. Think of it like a gold-plated piece of jewelry—you get the performance of the precious material right where you need it, but at a much lower overall cost. They are excellent for a wide range of finishing and light-to-medium cutting applications.
- Solid CBN Inserts: These inserts are made entirely from a CBN composite material. This construction offers the ultimate in strength and heat dissipation. Because the entire body can absorb and manage heat, solid CBN inserts5 are the top choice for the most demanding jobs, such as high-speed machining, heavy roughing of hardened steel, or situations requiring maximum process security.
Here’s a simple breakdown to help you decide:
| Feature | Tipped CBN Insert | Solid CBN Insert |
|---|---|---|
| Cost | Lower | Higher |
| Strength | Good | Exceptional |
| Heat Dissipation | Good | Excellent |
| Best For | Finishing, general-purpose hard turning | High-speed machining, heavy cuts, maximum security |
Choosing the Correct Grade for Continuous vs. Interrupted Cuts
Not all CBN is the same. Tool manufacturers offer different “grades” of CBN, which are engineered for different types of cuts. The most important factor here is whether your cut is continuous or interrupted.
- Continuous Cuts: Imagine peeling an apple in one long, smooth ribbon. This is a continuous cut. The tool is constantly engaged with the material. For these applications, you want a CBN grade with high wear resistance. These grades are extremely hard and hold their edge for a very long time in smooth cutting conditions.
- Interrupted Cuts: Now, imagine machining a shaft with a keyway or the teeth on a gear. The cutting edge repeatedly impacts the material, leaves the cut, and then slams back into it. This is an interrupted cut6. For these jobs, you need a CBN grade with high toughness. A tough grade is designed to resist chipping and fracturing from these repeated impacts.
Think of it like a car’s suspension. A Formula 1 car has a very stiff, wear-resistant setup for a smooth racetrack (a continuous cut). An off-road trophy truck has a tough, impact-resistant suspension to handle big jumps (an interrupted cut).
CBN grades achieve this balance by varying the amount and type of ceramic binder that holds the CBN particles together. A grade with a higher binder content is generally tougher but slightly less wear-resistant. Because these grade offerings are highly specific to each manufacturer, it’s crucial to consult your tooling supplier’s catalog or technical support to select the exact grade they recommend for your specific material and type of cut.
The Importance of Edge Preparation (Chamfer and Hone)
Finally, the geometry of the cutting edge itself plays a massive role in the tool’s performance and strength. This is called the edge preparation7. The two most common types are a hone and a chamfer.
A brand-new, perfectly sharp cutting edge is actually quite fragile and can chip easily under high pressure. Edge preparation strengthens this edge to withstand the immense forces of hard turning.
- Hone: A hone is a microscopic rounding of the cutting edge. It removes the fragile, razor-sharp point, making it much more robust without significantly increasing cutting forces.
- Chamfer (or T-Land): A chamfer is a small, flat surface ground onto the cutting edge at a negative angle. This creates an even stronger, more robust edge, designed to direct cutting forces into the body of the insert.
The right edge preparation depends entirely on your application, ranging from no prep for the finest finishing cuts to a heavy chamfer and hone for the heaviest roughing.
| Edge Preparation | Application | Purpose |
|---|---|---|
| Sharp Edge (No Prep) | Fine finishing, very light cuts | Lowest cutting forces, best surface finish |
| Light Hone | General-purpose finishing | Good balance of strength and sharpness |
| Medium/Heavy Hone | Medium roughing, light interruptions | Increased edge strength |
| Chamfer + Hone | Heavy roughing, heavy interruptions | Maximum edge strength and security |

Key Parameters for Successful Hard Turning
With the right insert selected, success now depends on the practical application. Mastering the key parameters of the process is the final step to ensuring a high-quality, efficient result.
Achieving success in hard turning depends on three final pillars: applying the correct speeds, feeds, and depth of cut; ensuring the entire machining system is extremely rigid; and knowing how to troubleshoot common issues like poor tool life and chip control.
Getting these practical details right is just as important as choosing the correct tool. This is where theory meets application, turning a potentially difficult process into a reliable and efficient one.
Recommended Speeds, Feeds, and Depth of Cut
Programming the right parameters is fundamental. While the ideal settings can vary, the principles behind them are constant. Hard turning is typically a “high speed, low feed” operation.
- Speed: The goal is to run fast enough to generate the heat needed to soften the workpiece material just ahead of the cut. This is measured in surface feet per minute (SFM) or meters per minute (m/min).
- Feed: This controls the chip thickness and has the biggest impact on surface finish. A lower feed rate generally produces a smoother finish.
- Depth of Cut (DOC): This is how deep the tool cuts into the material. Critically, the depth of cut must be greater than the tool’s edge preparation (the hone or chamfer) to ensure the tool is truly cutting and not just rubbing.
The following table provides general starting points. However, these are not universal rules. Always use this table as a starting point only, and give priority to the specific parameters recommended by your tooling supplier for the exact CBN grade and material you are using.
| Parameter | Typical Starting Range (for Finishing) | Key Consideration |
|---|---|---|
| Cutting Speed | 300 – 600 SFM (90 – 180 m/min) | Too slow prevents workpiece softening; too fast causes rapid tool wear. |
| Feed Rate | 0.002 – 0.006 in/rev (0.05 – 0.15 mm/rev) | Lower values improve surface finish; higher values reduce cycle time. |
| Depth of Cut | 0.005″ – 0.020″ (0.12 – 0.5 mm) | Must be deep enough to get past any edge prep to avoid rubbing. |
The Critical Role of Machine Tool Rigidity
Hard turning generates significantly higher cutting forces than conventional machining. This means that the stability and stiffness—or rigidity—of your entire setup is paramount.
Imagine trying to write clearly with a pencil that has a long, flimsy, rubbery tip. No matter how carefully you move your hand, the writing will be shaky. A non-rigid machine setup has the same effect, leading to a harmful vibration known as “chatter.”
Rigidity isn’t just about how heavy the machine is. It’s about the entire system:
- The Machine: The spindle bearings must be tight and the machine frame must be robust.
- The Tool Holder: Use the shortest, thickest, and most robust tool holder possible to minimize overhang.
- The Workpiece: The part must be clamped securely, as close to the machine’s chuck or spindle as possible.
A lack of rigidity is a primary cause of failed hard turning applications. It directly leads to chatter marks on the part, poor surface finish, and, most importantly, the premature chipping and failure of the CBN insert.
Troubleshooting Common Issues: Chip Control and Premature Wear
Even with a perfect setup, you may need to fine-tune the process. Knowing how to read the signs and make adjustments is the final skill for mastering hard turning.
Addressing Poor Tool Life
If your insert is wearing out too quickly, the type of wear can tell you why. Is it slowly wearing down or is it chipping catastrophically?
- Rapid Flank Wear (dulling): This often means your cutting speed is too high, generating excessive heat. Try reducing the speed by 10-15%.
- Chipping or Fracture: This indicates the tool is experiencing too much impact or pressure. The cause could be a lack of rigidity (chatter), a feed rate that is too high, or an interrupted cut being machined with a wear-resistant grade instead of a tough grade.
Improving Poor Surface Finish
If the finish on your part isn’t smooth, the first place to look is the feed rate. A high feed rate leaves more pronounced “tool marks.” Reducing the feed rate will almost always improve the finish. If chatter is the cause, you must address the lack of rigidity in the setup first.
Solving Chip Control Problems
The long, stringy, or ribbon-like chips produced during hard turning can be difficult to manage, wrapping around the part and the tool. If your chips are not breaking, a change in parameters can help. Varying the depth of cut and feed rate can alter the chip’s thickness and shape, encouraging it to break into more manageable pieces. Modern CBN inserts also feature advanced, molded-in chipbreaker geometries8 designed specifically to curl and break these tough chips.
Here is a quick reference for troubleshooting:
| Problem | Likely Cause | What to Try First |
|---|---|---|
| Tool Chipping | Lack of rigidity (chatter) or feed rate is too high. | Reduce the feed rate. Check for and reduce tool overhang. |
| Tool Wears Too Fast | Cutting speed is too high. | Reduce cutting speed by 10-15%. |
| Bad Surface Finish | Feed rate is too high or vibration is present. | Reduce the feed rate. Check the entire setup for rigidity. |
| Poor Chip Breaking | Incorrect DOC/feed combination. | Slightly increase the feed rate or vary the depth of cut. |
Conclusion
Ultimately, mastering the art of hardened steel machining is not about a single “magic” tool, but about a systematic approach. By understanding the fundamental challenges of heat and abrasion, you can appreciate why CBN inserts are uniquely suited for the task. Their ability to retain hardness at extreme temperatures transforms the very physics of the cut.
Success, however, comes from combining this knowledge with deliberate action: carefully selecting the right insert construction, grade, and edge preparation for your specific job, and then applying it within a rigid, stable machining environment using proven parameters. By following these principles, you can transform a difficult application into a predictable, efficient, and highly profitable process.
References
- Rockwell C scale (HRC)1 – The Wikipedia entry explaining the Rockwell scale for indentation hardness testing.
- thermal softening2 – A ScienceDirect topic page defining and explaining the material science concept of thermal softening.
- hard turning3 – A detailed guide from ZYDiamondTools explaining the process of hard turning and its comparison to grinding.
- Tipped CBN Inserts4 – ZYDiamondTools product page for standard tipped CBN inserts for hard material machining.
- solid CBN inserts5 – ZYDiamondTools product page for solid CBN inserts designed for heavy-duty applications.
- interrupted cut6 – A ZYDiamondTools article detailing how PCBN tools provide solutions for the challenges of interrupted cutting.
- edge preparation7 – An in-depth ZYDiamondTools guide explaining edge preparation (radiusing) for PCBN inserts.
- chipbreaker geometries8 – A ZYDiamondTools guide on how to select and apply CBN inserts with chipbreakers for better performance.




