-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

PCD Turning Tools: What Makes Them Ideal for Your Application and How Do You Choose the Best One?

Thinking about using Polycrystalline Diamond (PCD) turning tools for your machining projects and wondering what makes them so effective, which situations they’re best suited for, and how you can select the perfect one for your needs?
PCD (Polycrystalline Diamond) turning tools are ideal for specific applications due to their exceptional hardness and wear resistance. This translates into significantly longer tool life, the ability to produce superior surface finishes, and a notable boost in productivity, especially when machining non-ferrous metals like aluminum alloys, copper, and brass, as well as abrasive non-metallic materials such as composites, certain ceramics, and some types of wood. Choosing the best PCD tool involves understanding the different available forms (like PCD-tipped brazed tools and indexable PCD inserts), carefully matching the correct PCD grade (which varies by diamond grain size and binder content) to your specific workpiece material and the demands of the turning task (e.g., roughing versus finishing). Furthermore, it requires considering critical tool geometry aspects (like rake angle, clearance, and nose radius) and finally, optimizing your machining conditions, including cutting speed, feed rate, and depth of cut, often with guidance from your tool supplier.
Let’s explore these aspects in detail.
Why Consider PCD for Your Turning Operations?
So, you’re looking at your turning operations and wondering if there’s a better way to achieve top-notch results, especially with tricky materials? Could Polycrystalline Diamond (PCD) tooling be the solution you’re searching for?
PCD (Polycrystalline Diamond) turning tools are often considered for turning operations because they offer significantly longer tool life, produce superior surface finishes, and allow for much faster cutting speeds and feeds, especially when machining non-ferrous metals and abrasive non-metallic materials. This combination directly translates to increased productivity, reduced downtime, and ultimately, a better return on investment despite a higher initial tool cost.
Let’s dive deeper into why PCD might be a significant advancement for your turning needs.
Understanding Polycrystalline Diamond (PCD) Material for Cutting Edges
Imagine a cutting tool material that’s incredibly hard, almost as hard as natural diamond. That’s essentially what Polycrystalline Diamond (PCD) is. It’s a synthetically produced material, created by sintering1 together fine diamond powders, typically with a metallic binder like cobalt, under conditions of extremely high pressure and high temperature. This process consolidates the diamond particles into a coherent, robust structure. The key properties of PCD2 are central to its performance.
This advanced material is exceptionally hard and wear-resistant, making it perfect for the cutting edge of a turning tool. Why is this so important for turning?
- Extreme Hardness: PCD is one of the hardest materials available for cutting tools. This means it can slice through tough and abrasive materials without quickly becoming dull. For example, when turning aluminum alloys with high silicon content (which is very abrasive, much like sandpaper to a conventional tool), a PCD edge maintains its sharpness significantly longer than traditional carbide tools3.
- Wear Resistance: Because it’s so hard, PCD resists wearing down. This is crucial in turning, where the cutting edge is constantly in contact with the workpiece. Less wear means the tool maintains its precise shape and cutting ability for extended periods.
- Suitability for Cutting Edges: The manufacturing process for PCD allows it to be formed into precise shapes needed for cutting inserts or brazed tips on turning tools. This ensures that the part of the tool doing the actual cutting has these superior diamond properties right where they’re needed.
It’s important to note that while PCD demonstrates exceptional performance with many materials, it’s generally not recommended for turning ferrous metals like steel or stainless steel. This is because the carbon in the diamond can react negatively with iron at high cutting temperatures, leading to rapid tool wear. However, for non-ferrous materials and abrasive non-metallics, PCD truly excels.
Key Advantages in Turning: Extended Tool Life and Superior Surface Finishes
When you switch to PCD for your turning operations, two of the most immediate and impactful benefits you’ll likely notice are a dramatic increase in how long your tools last and a significant improvement in the smoothness of your finished parts.
Extended Tool Life
How much longer can PCD tools last? In the right applications, it’s not uncommon for PCD turning tools to last 10 to 50 times longer (or even more!) than conventional tungsten carbide tools.
- Real-World Impact: Consider turning an automotive component made from a high-silicon aluminum alloy (e.g., A390 aluminum, commonly used in engine blocks or pistons). This material is notoriously abrasive. A carbide insert might only last for a few hundred parts before needing replacement or indexing. A PCD insert, however, could potentially machine thousands, or even tens of thousands, of the same parts.
- Less Downtime: This means fewer stops to change worn tools, leading to more machine uptime and consistent production.
- Consistent Quality: With a tool edge that degrades much slower, the dimensional accuracy and quality of the parts remain consistent for longer production runs.
The extended life comes from PCD’s incredible hardness and its ability to resist abrasive wear. Furthermore, PCD has low friction and good chemical stability when machining common non-ferrous materials like aluminum, which helps prevent material from sticking to the tool (known as built-up edge or BUE), a common cause of premature tool failure and poor finish.
Superior Surface Finishes
Are you constantly working to achieve that mirror-like or very smooth finish on your turned parts? PCD can make a significant difference here.
- Achieving Smoothness: PCD tools can maintain a very sharp cutting edge for a long time. This sharpness, combined with low friction, allows the tool to shear the material cleanly, rather than tearing or deforming it. This results in a smoother surface, often eliminating the need for secondary finishing operations like grinding or polishing.
- Example: When turning aluminum alloys for applications like optical components or high-performance engine parts, surface finish is critical. PCD tools can often achieve surface roughness (Ra)4 values well below 0.4 µm (micrometers), sometimes even into the nanometer range, depending on the material and machine conditions. Such fine finishes are difficult to consistently achieve with other tool materials in high-volume production.
- No Built-Up Edge (BUE): As mentioned, PCD’s resistance to BUE, especially with “sticky” materials like aluminum, is a major factor in achieving excellent surface finishes. BUE can break off during cutting, damaging the part surface or the tool edge. PCD minimizes this problem.
By providing both exceptionally long life and the ability to produce finer finishes, PCD tools can fundamentally improve the efficiency and quality of your turning operations.
Boosting Turning Productivity: Achieving Higher Cutting Speeds and Feeds
One of the most exciting benefits of using PCD turning tools is the ability to significantly ramp up your machining speeds and feeds. This directly translates to getting more parts done in less time, which is a huge win for productivity.
So, how does PCD allow for this?
- Thermal Conductivity: Diamond has excellent thermal conductivity. This means it can draw heat away from the cutting zone very effectively. In turning, a lot of heat is generated. If this heat isn’t managed, the cutting edge can soften and wear out quickly. PCD’s ability to stay cooler at the cutting edge means it maintains its hardness and sharpness even at much higher cutting speeds.
- Maintaining Hardness at High Temperatures: PCD retains its hardness remarkably well even when things get hot. This thermal stability is crucial for high-speed machining.
Let’s talk numbers. While exact parameters always depend on the specific material, machine, and setup, consider these general comparisons for turning aluminum alloys:
| Feature | Conventional Carbide Tooling | PCD Tooling |
|---|---|---|
| Cutting Speed | Typically 100-500 m/min | Often 500-3000+ m/min |
| Feed Rate | Moderate | Can often be significantly increased |
Important Note: These cutting speeds and feeds are illustrative. The optimal parameters for your specific application can vary based on the PCD grade, the exact workpiece material composition, the rigidity of your machine tool, and other factors. Always consult your PCD tool supplier for recommended starting parameters and adjust based on your results.
What does this mean for your workshop?
- Reduced Cycle Times: If you can cut faster, each part takes less time to make. For example, if a turning operation took 60 seconds with carbide, you might be able to reduce it to 20-30 seconds with PCD by optimizing speeds and feeds. In high-volume production, like manufacturing automotive wheels or engine components, these time savings per part add up dramatically.
- Increased Output: More parts per shift, per day, and per week. This means you can meet higher demands or free up machine time for other jobs.
- Efficient Use of Machinery: Your turning centers are operating closer to their maximum potential, making your capital investment work harder for you.
Can you imagine doubling or even tripling the number of parts you produce in a day simply by changing your cutting tool material and adjusting your machine settings? That’s the kind of productivity boost PCD can offer in the right turning applications.
Assessing Cost-Effectiveness and ROI for PCD Turning Applications
It’s true that PCD turning tools usually have a higher upfront purchase price compared to traditional carbide tools. This can sometimes make businesses hesitate. However, looking only at the initial cost doesn’t tell the whole story. To truly understand the value, you need to assess the cost-effectiveness and Return on Investment (ROI) over the entire production cycle, sometimes referred to as the Total Cost of Ownership (TCO)5.
When is PCD the smart financial choice?
The real savings with PCD come from several areas:
- Drastically Reduced Tool Consumption:
- As we’ve seen, PCD tools can last 10 to 50 times (or more) longer than carbide tools in suitable applications. This means you buy far fewer tools over time.
- Example Calculation Snippet:
- Cost per carbide insert: $10, lasts for 200 parts. Tool cost per part: $0.05
- Cost per PCD insert: $100, lasts for 10,000 parts (50x life). Tool cost per part: $0.01
In this scenario, despite being 10 times the initial price, the PCD insert offers a 5-fold reduction in tool cost per part.
- Minimized Machine Downtime:
- Every time a machine is stopped to change a worn tool, you lose production time. With PCD’s long life, tool changes become much less frequent.
- Consider this: If a tool change takes 5 minutes and you change carbide tools 5 times a shift versus changing a PCD tool perhaps once a week or less, the accumulated savings in operator time and machine uptime are substantial.
- Increased Productivity and Output:
- Higher cutting speeds and feeds mean more parts are produced per hour. This increased throughput can lead to fulfilling orders faster, taking on more work, or reducing the need for overtime or additional machinery.
- Improved Part Quality and Reduced Scrap:
- The consistent performance and superior finishes from PCD can lead to fewer rejected parts. Reducing scrap saves material costs, machining time, and inspection efforts.
- In some cases, PCD can eliminate the need for secondary finishing operations, saving further time and cost.
Calculating Your ROI:
To determine if PCD is right for your specific turning application, consider these factors:
- Volume of Production: PCD typically shows the best ROI in high-volume or continuous production runs where the benefits of long tool life and speed can be fully realized.
- Material Being Machined: For abrasive non-ferrous metals (like high-silicon aluminum), composites (like Carbon Fiber Reinforced Polymer – CFRP, Glass Fiber Reinforced Polymer – GFRP), and some engineered woods or plastics, PCD excels and the cost justification is often clearer.
- Current Machining Costs: Analyze your current spending on carbide tools, the frequency of tool changes, cycle times, and scrap rates.
- Cost of Downtime: How much does it cost your operation every minute your machine is not producing parts?
Often, the higher initial investment in PCD is quickly offset by the significant operational savings, leading to a lower overall cost per part and a strong, positive ROI. It’s about looking beyond the price tag of the tool and seeing the bigger picture of total manufacturing cost.
Which Materials and Applications Demand PCD Turning Tools?
So, when exactly do your turning projects call for the special capabilities of PCD tools, especially if you’re aiming for top-notch results on challenging materials?
PCD (Polycrystalline Diamond) turning tools are primarily demanded for machining non-ferrous metals like aluminum alloys, copper, and brass, particularly when high-speed finishing and tight tolerances are crucial. They are also essential for turning highly abrasive materials such as composites (like CFRP or GFRP), reinforced plastics, and some ceramics or carbides in their pre-sintered state. Furthermore, PCD excels in achieving fine finishes and long tool life in woodworking and laminate applications, making these tools critical in industries like automotive, aerospace, and electronics where precision, surface quality, and manufacturing efficiency are paramount.
Let’s explore these specific areas where PCD turning tools truly shine.
High-Speed Finish Turning of Non-Ferrous Metals (e.g., Aluminum Alloys, Copper, Brass)
Non-ferrous metals, while often easier to machine than steels, present their own set of challenges, especially when you need excellent surface finishes at high production rates. This is where PCD turning tools step in as a superior solution, particularly when machining aluminum6.
Aluminum Alloys
Aluminum alloys are widely used for their light weight and good strength. However, many common grades, especially those with higher silicon content (like A356 or A390 used in engine blocks, pistons, and automotive wheels), are surprisingly abrasive. Silicon particles in aluminum act like tiny grinding stones, quickly dulling conventional carbide tools.
- Beating Abrasion: PCD, with its exceptional hardness, resists this abrasive wear far better. This means the cutting edge stays sharp for much longer.
- Preventing Built-Up Edge (BUE): Aluminum can be “sticky” and tend to weld onto the tool tip, forming a built-up edge. This BUE can then break off, damaging the part’s surface or the tool itself. PCD’s low friction surface and chemical inertness with aluminum significantly reduce BUE formation. This results in cleaner cuts and much smoother surfaces.
- Achieving Mirror Finishes: For applications requiring very smooth surfaces – think of automotive pistons for better engine efficiency or decorative aluminum wheels – PCD turning tools can achieve surface roughness (Ra) values often below 0.4 micrometers (µm), and sometimes even finer. This is because the tool maintains its sharp edge, leading to a true shearing action rather than a tearing of the material.
- High-Speed Capability: The excellent thermal conductivity of PCD helps draw heat away from the cutting zone. This allows for significantly higher cutting speeds compared to carbide when turning aluminum, often ranging from 500 to over 3000 meters per minute (m/min), drastically reducing cycle times. It’s always wise to consult your PCD tool supplier for optimal speed and feed recommendations for your specific aluminum alloy and machine setup, as these can vary.
Copper and Brass
Copper and its alloys, like brass, are valued for their conductivity and corrosion resistance, finding use in electrical components, plumbing fixtures, and decorative items.
- Clean Cutting of Ductile Copper: Pure copper is very ductile and can be challenging to machine cleanly. A less sharp or quickly wearing tool can push or tear the material rather than cutting it. PCD’s ability to maintain an extremely sharp edge ensures a clean shearing action, leading to better surface finish and dimensional accuracy in parts like electrical connectors or heat exchanger components.
- Handling Different Brass Grades: Brasses vary in machinability. Some leaded brasses are easier, but many unleaded or special brasses can be more abrasive or prone to BUE. PCD provides consistent performance across a wider range of brass alloys, ensuring long tool life and good finishes for items like bushings or valve parts.
In essence, for high-volume, high-precision finish turning of these non-ferrous metals, PCD tools offer an unbeatable combination of speed, surface quality, and tool longevity.
Profile Turning and Grooving in Abrasive Composites and Reinforced Plastics
Composite materials like Carbon Fiber Reinforced Plastics (CFRP) and Glass Fiber Reinforced Plastics (GFRP), along with other reinforced plastics, are increasingly popular in aerospace, automotive, and sporting goods due to their high strength-to-weight ratios. However, they are notoriously difficult to machine. Consider exploring PCD solutions for composite machining7.
Why are these materials so tough on tools?
- Extreme Abrasiveness: The carbon or glass fibers within these materials are incredibly hard and act like tiny files, rapidly wearing down conventional cutting tools. This makes maintaining tight tolerances and consistent surface quality a major challenge.
- Delamination Risk: Incorrect machining can cause layers of the composite material to separate (delamination) or fibers to pull out, compromising the structural integrity and finish of the part.
- Heat Sensitivity (Plastics): Some plastics in these composites can be sensitive to heat, leading to melting or smearing if cutting temperatures get too high.
PCD turning tools offer significant advantages when tackling these demanding materials, especially for operations like profile turning (shaping complex contours) and grooving:
- Exceptional Wear Resistance: A key strength of PCD is its ability to withstand the extreme abrasion from hard fibers for extended periods. This means the tool holds its precise geometry much longer, crucial for accurate profiles and groove dimensions. For example, when turning a CFRP drive shaft or an aerospace structural component, maintaining the designed profile is critical for performance and safety.
- Sharp Cutting Edges: PCD tools can be manufactured with very sharp and durable cutting edges. This sharpness, combined with appropriate tool geometry, helps to shear the fibers cleanly rather than pushing or pulling them. This significantly reduces the risk of delamination, fiber pull-out, and fuzzing, leading to a much better surface quality.
- Industry Example: In aerospace, machining CFRP components for aircraft structures requires flawless surfaces to avoid stress concentrations. PCD turning tools are often the only viable option for achieving the required quality and tool life.
- Reduced Cutting Forces: A sharp PCD edge generally requires lower cutting forces. This further minimizes the stress on the workpiece, reducing the likelihood of delamination or workpiece distortion, especially important when machining thin-walled composite tubes or shells.
- Managing Heat: While PCD itself is thermally conductive, the choice of PCD grade and cutting parameters is important to manage heat, especially with heat-sensitive plastic matrices. Efficient cutting with sharp PCD tools can actually generate less overall heat compared to a dulling carbide tool struggling through the material.
For operations like creating O-ring grooves in a composite housing or precisely shaping the profile of an automotive lightweighting component, PCD turning tools ensure that the demanding nature of the material doesn’t compromise the final part quality or manufacturing efficiency.
Achieving Fine Finishes when Turning Wood, Laminates, and Non-Metallics
While often associated with metalworking, PCD turning tools also play a crucial role in achieving high-quality results when machining wood, wood composites, laminates, and certain other non-metallic materials, especially in high-volume or high-precision applications.
What makes these materials suitable for PCD?
- Abrasive Binders and Fillers: Many engineered wood products like Medium-Density Fiberboard (MDF), High-Density Fiberboard (HDF), and particleboard contain abrasive resins and binders. Similarly, High-Pressure Laminates (HPL) used for countertops and furniture are very abrasive. These components rapidly dull steel or even carbide tools.
- Demand for Clean Edges and Smooth Surfaces: In furniture, cabinetry, and architectural millwork, the quality of the cut edge and surface finish is paramount. Chipping, fuzzing, or a rough finish are unacceptable.
PCD turning tools bring distinct advantages to these applications:
- Superior Wear Resistance: Just as with abrasive metals and composites, PCD’s hardness allows it to cut through the abrasive binders and fillers in wood composites and laminates for exceptionally long periods without significant wear.
- Example: In a furniture factory producing thousands of MDF cabinet doors, PCD-tipped profile turning tools can maintain a sharp edge and consistent profile for an entire shift or even multiple shifts, whereas carbide tools might need frequent replacement or sharpening, leading to downtime and inconsistencies.
- Heat Resistance: High-speed turning can generate considerable heat, which can cause burning or resin smearing on wood and laminates. PCD’s ability to resist heat and maintain a sharp edge helps to minimize these issues.
- Producing Sharp, Clean Edges: The keen, durable edge of a PCD tool slices cleanly through wood fibers and laminate layers. This results in very sharp, well-defined edges and smooth surfaces, often reducing or eliminating the need for secondary sanding or finishing operations. This is particularly important for edge banding applications or when creating intricate profiles.
- Versatility with Other Non-Metallics:
- Green Ceramics/Pre-Sintered Carbides: In some specialized industrial applications, PCD tools are used for turning ceramic or carbide components in their “green” or pre-sintered state. These materials can be quite abrasive even before full hardening. PCD allows for precise shaping at this stage.
- Engineered Plastics (Unfilled): While very abrasive filled plastics are a clear case for PCD, even some unfilled engineering plastics can benefit from PCD’s sharp, long-lasting edge when very high finishes or extremely long production runs are needed.
For manufacturers working with these non-metallic materials, PCD turning tools mean longer production runs between tool changes, consistently higher quality finishes, and ultimately, more efficient and cost-effective operations.
Critical Turning Operations with PCD in Key Industries (Automotive, Aerospace, Electronics)
The unique benefits of PCD turning tools make them indispensable for specific, critical turning operations in several major industries where precision, reliability, and productivity are non-negotiable. It’s not just about using PCD; it’s about how PCD enables these industries to produce vital components effectively.
Automotive Industry
The automotive industry relies heavily on high-volume production of precision parts.
- Piston Turning: Aluminum alloy pistons are a classic PCD application. Turning the outer diameter, ring grooves, and complex crown shapes requires exceptional surface finish (for reduced friction and better sealing), tight tolerances, and high throughput. PCD tools deliver on all fronts, machining thousands of pistons with consistent quality. For example, achieving the precise geometry of piston ring grooves is critical for engine compression and oil control.
- Aluminum Wheel Machining: The aesthetic appeal of turned aluminum wheels is a major selling point. PCD tools are used for finish turning the complex contours, providing a bright, mirror-like finish that often doesn’t require further polishing. The long tool life is also essential given the large surface areas being machined.
- Turning Components of Electric Vehicles (EVs): With the rise of EVs, PCD is used for turning aluminum battery trays, motor housings, and other lightweight components where precision and surface integrity are key.
Aerospace Industry
Aerospace demands the utmost in part quality, material performance, and reliability.
- Machining Composite Airframe Components: As mentioned earlier, turning CFRP and GFRP parts like fuselage sections, wing components, or interior fittings requires tools that can handle extreme abrasion without causing delamination. PCD is often the only choice for achieving the required dimensional accuracy and surface integrity critical for structural performance and safety.
- Turning Aluminum Alloy Parts: Specific aerospace aluminum alloys used in airframes and structural components are efficiently machined with PCD to achieve tight tolerances and superior finishes, contributing to lightweighting goals. For instance, turning interfaces for mating parts requires high precision to ensure proper assembly and load distribution.
Electronics Industry
Miniaturization and thermal management are key drivers in electronics.
- Turning Aluminum or Copper Heatsinks: Effective heat dissipation is crucial for electronic components. PCD turning is used to create flat, smooth surfaces on heatsinks, ensuring optimal contact and thermal transfer to keep sensitive electronics cool. The fine finishes achievable with PCD can enhance this thermal interface.
- Machining Precision Components from Engineering Plastics and Composites: Housings, connectors, and insulators often made from advanced plastics or composites require precise turning. PCD ensures dimensional stability and clean features, which is vital for the assembly and functionality of compact electronic devices.
- Manufacturing Hard Disk Drive (HDD) Components: Certain internal components of HDDs, often made from aluminum alloys, require ultra-precision turning to achieve extremely smooth surfaces and tight tolerances, critical for the drive’s performance and reliability. PCD has historically been a key enabler in this field.
In these industries, “critical” means that the turned part’s performance directly impacts the overall system’s safety (aerospace, automotive), efficiency (automotive engines, electronics cooling), or functionality (all three). PCD turning tools enable manufacturers to meet these stringent requirements consistently and economically in high-volume settings.

What Are the Different Types of PCD Turning Tools Available?
When you’re considering PCD for your turning jobs, you might wonder: what different forms do these tools actually come in, and how does the PCD material itself vary for different tasks?
PCD (Polycrystalline Diamond) turning tools are primarily available in two main forms: PCD-tipped brazed tools, where a PCD segment is permanently bonded to a tool body, offering specialized shapes and regrinding potential, and indexable PCD inserts, which are replaceable cutting tips held in a toolholder, providing great versatility and operational efficiency. Beyond these physical forms, the PCD material itself comes in various grades—characterized by different diamond grain sizes and binder content—which significantly impact their wear resistance, toughness, and suitability for specific turning applications and workpiece materials.
Let’s unpack these options to help you understand what might work best for you.
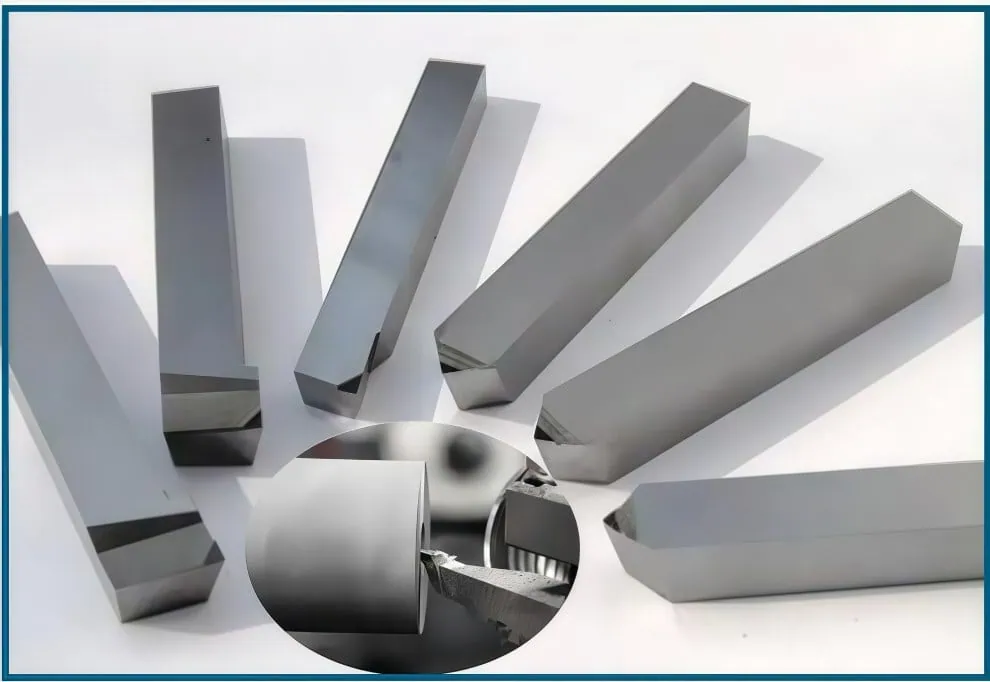
PCD-Tipped Brazed Turning Tools: Construction and Suitable Turning Operations
PCD-tipped brazed turning tools represent one of the original forms of PCD tooling. They are robust and can be tailored for very specific jobs.
Construction: What Are They?
Imagine a brazed PCD tool as a highly specialized cutting instrument, akin to a precision surgical tool. A small, precisely shaped piece of Polycrystalline Diamond (the “tip” or “segment”) is permanently joined, usually by a process called induction brazing, to a stronger, larger tool body or shank, often made of hardened steel or tungsten carbide.
- The PCD Tip: This is the primary cutting element, doing the actual work. It’s a composite material where diamond particles are sintered together.
- The Shank: This provides the necessary support for the PCD tip, absorbs cutting forces, and allows the tool to be securely clamped into the turning machine.
- Custom Shapes: A key feature of brazed tools is that the PCD tip can be manufactured and brazed into highly specific or complex shapes. This allows for custom-designed tools for unique profiles or forming operations.
Suitable Turning Operations & Considerations
While indexable inserts have become very popular, brazed PCD tools still hold their ground in certain scenarios:
- Advantages:
- Custom Geometries: Ideal for special profiling, grooving, or chamfering tools where a standard insert shape won’t do the job. For instance, a custom-profiled brazed PCD tool might be used to create a specific decorative groove on an aluminum automotive trim piece in a single pass.
- Rigidity and Slender Designs: For some deep boring operations or applications needing very slender tools, a brazed design can offer excellent rigidity and stability.
- Regrinding Potential: Depending on the thickness of the PCD layer and the nature of the wear, many brazed PCD tools can be reground or relapped multiple times to restore a sharp cutting edge. This can extend the overall life of the tool. However, the cost-effectiveness and availability of quality regrinding services should be considered; it’s best to check with your tool supplier about regrinding options for their specific tools.
- Things to Keep in Mind:
- Less Flexibility: If the cutting profile needs to change, the entire tool often needs to be replaced or significantly modified.
- Downtime for Changes: Replacing a whole brazed tool and resetting its position can take longer than simply indexing or swapping an insert.
- Cost Upon Full Wear: If the tool is worn beyond regrinding, replacing the entire brazed tool can be more expensive than replacing a single insert.
Brazed PCD turning tools are often the go-to for dedicated, high-volume operations where a specific form is consistently required, or when a unique tool shape is essential for the component being machined.
Indexable PCD Inserts for Turning: Versatility and Efficiency in Operations
Indexable PCD inserts are perhaps the most common form of PCD turning tooling you’ll encounter today. They offer a fantastic blend of performance, flexibility, and cost-effectiveness for a wide range of applications, highlighting the indexable advantage8.
Construction and Concept: How Do They Work?
An indexable PCD insert is a small, replaceable cutting tip. The “PCD” part is a layer of polycrystalline diamond that is typically sintered onto a tungsten carbide substrate. This carbide backing provides toughness and a solid base for clamping the insert securely into a toolholder.
- Standardized Shapes: These inserts often come in industry-standard shapes and sizes (like those defined by ISO or ANSI codes, e.g., CNMG, VCGT, TPG). This means a PCD insert from one compatible supplier can often fit in a standard toolholder you might already have.
- Multiple Cutting Edges: Many insert shapes offer more than one cutting edge. For example, a square insert (like an SNMG) has eight potential cutting edges (four on each side if it’s double-sided). A triangular insert (like a TNMG) could have six. When one edge becomes worn, you can simply “index” the insert (rotate it) to a fresh, sharp edge.
Versatility and Efficiency: The Big Wins
The design of indexable PCD inserts brings several key benefits to turning operations:
- Unmatched Versatility:
- Rapid Tooling Changes: If an edge is dull or chipped, you can quickly unclamp the insert, rotate it to a new edge, or replace it entirely in a matter of minutes, right at the machine. This drastically reduces machine downtime.
- Easy Material or Geometry Swaps: Need to switch from a roughing PCD grade to a finishing grade? Or try a different chipbreaker design? You can just swap the insert without needing to change or reset the entire toolholder.
- Wide Application Range: Standard insert shapes can be used for a multitude of operations, from general-purpose turning and facing to profiling and chamfering. For instance, an engineer might use a rhombic PCD insert (like a CCMT) for general turning of an aluminum housing and then switch to a more acute angled insert (like a VCGT) for finer profiling work on the same part, using appropriate toolholders.
- Enhanced Efficiency:
- Reduced Tooling Costs (Per Edge): While an individual PCD insert might be more expensive than a single carbide insert, the ability to use multiple edges on one PCD insert, combined with its much longer life per edge, often leads to a lower overall tooling cost per machined part.
- Simplified Inventory: Instead of stocking many different brazed tools, you can stock a smaller range of standard PCD inserts and toolholders that cover a wider array of jobs.
- Optimized Performance: Modern indexable systems often incorporate features like precision clamping and through-coolant capabilities in the toolholders, which can further enhance the performance and life of the PCD insert.
Indexable PCD inserts are the workhorses for many turning applications involving non-ferrous metals and abrasive materials, especially in production environments where minimizing downtime and maximizing flexibility are crucial.
Understanding PCD Grades and Their Impact on Turning Performance
It’s important to realize that “PCD” isn’t a one-size-fits-all material. It comes in various grades, and choosing the right grade is critical for optimizing your turning performance, tool life, and surface finish.
What Defines a PCD Grade?
The primary factors that differentiate PCD grades are:
- Diamond Grain Size: This refers to the average size of the individual diamond crystals sintered together to make the PCD layer. Sizes can range from very fine (e.g., sub-micron to around 2-5 micrometers, µm) to medium (e.g., 10-25 µm) to coarse (e.g., 30 µm and larger). Some grades are also “multimodal,” meaning they have a mix of different grain sizes.
- Diamond Content / Binder Percentage: This relates to the proportion of diamond volume compared to the metallic binder (usually cobalt) that holds the diamond grains together.
The concept is somewhat analogous to choosing sandpaper: coarse grits are for heavy material removal, while fine grits are for smooth finishing. PCD grades offer a similar range of characteristics for machining.
How Grades Affect Turning Performance:
The choice of PCD grade has a direct impact on how the tool behaves:
- Fine Grain PCD Grades (e.g., average grain size <10 µm):
- Characteristics: Offer the highest wear resistance when it comes to achieving the best possible surface finish. They can be honed to extremely sharp cutting edges.
- Best For: Super-finish turning operations, producing mirror-like surfaces on aluminum, or machining materials where an exceptionally keen edge is beneficial (like some plastics or soft non-ferrous metals). For example, turning high-precision optical components from aluminum often demands fine-grain PCD.
- Considerations: While excellent for finish, they can be slightly less tough or more prone to chipping in heavily interrupted cuts or when machining materials with hard inclusions compared to coarser grades.
- Medium Grain PCD Grades (e.g., average grain size ~10-25 µm):
- Characteristics: Provide a good all-around balance between wear resistance (for tool life and finish) and toughness (for handling moderate impact).
- Best For: General-purpose turning of aluminum alloys, copper, brass, and many composites. They are often a versatile choice for shops that machine a variety of non-ferrous and abrasive materials.
- Considerations: A solid default for many applications, offering consistent performance.
- Coarse Grain PCD Grades (e.g., average grain size >25 µm, or multimodal with large grains):
- Characteristics: Offer the maximum toughness and abrasion resistance. The larger diamond grains are better at resisting chipping and handling very abrasive materials or interrupted cuts.
- Best For: Rough turning of high-silicon aluminum castings (where the abrasive silicon particles are a major challenge), machining highly abrasive composites (like GFRP with high glass content), or turning materials with inconsistent structures or hard spots.
- Considerations: They will provide the longest tool life in very abrasive conditions but may not produce as fine a surface finish directly off the tool as finer grades. A secondary finishing pass with a finer grade might be needed if surface finish is critical.
- Multimodal PCD Grades:
- Characteristics: These grades are engineered with a specific mixture of fine and coarse diamond grains. The goal is to combine the wear resistance of finer particles with the toughness and shock resistance imparted by coarser particles.
- Best For: Applications requiring a good balance of edge life, finish, and the ability to handle moderate interruptions or variations in the workpiece material.
Making the Right Choice:
Selecting the ideal PCD grade depends heavily on your specific application: the material you’re turning, whether it’s a roughing or finishing cut, the desired surface quality, and the stability of the machining setup.
Important Note: PCD grade classifications (e.g., what constitutes “fine” or “coarse”) and their specific diamond size ranges or compositions can vary significantly between different PCD material manufacturers and tool suppliers. Therefore, it is crucial to consult your tool supplier’s detailed grade information and expert recommendations. They can help you match the most suitable PCD grade to your specific workpiece material, operational needs, and desired turning outcome.


How Can You Select the Right PCD Turning Tool for Optimal Performance?
Now that you know about the different types of PCD tools and grades, how do you actually choose the best one for your specific turning job and make sure it runs perfectly?
Selecting the right PCD (Polycrystalline Diamond) turning tool for optimal performance involves carefully matching the PCD grade—considering its diamond grain size and binder content—to your specific workpiece material and the nature of the turning task (e.g., roughing vs. finishing). Equally important are considering critical tool geometry aspects like rake angle, clearance angle, and nose radius, and finally, optimizing your machining conditions, including cutting speed, feed rate, and depth of cut, often in consultation with your tool supplier.
Let’s break down these crucial selection and optimization steps.
Matching PCD Grade to Your Workpiece Material for Specific Turning Tasks
As we touched upon earlier, PCD isn’t a single material; it comes in various grades, primarily differentiated by diamond grain size and the amount of metallic binder. This variation directly impacts the tool’s wear resistance (ability to resist getting dull) and toughness (ability to resist chipping or breaking). Getting this match right is fundamental to success.
Here’s a general strategy for matching PCD grades:
- Consider Your Workpiece Material’s Abrasiveness:
- Highly Abrasive Materials: If you’re turning materials like high-silicon aluminum (common in engine blocks, e.g., A390 alloy), metal matrix composites (MMCs), or tough composites like Glass Fiber Reinforced Plastics (GFRP) and Carbon Fiber Reinforced Plastics (CFRP), you’ll generally need a coarser, tougher PCD grade. These grades often feature average diamond grain sizes of around 25-30 micrometers (µm) or even larger, sometimes in multimodal structures (a mix of different grain sizes). This helps the cutting edge withstand the intense abrasive action and resist micro-chipping.
- Example: For rough turning a sand-cast A390 aluminum engine block, a coarse-grain PCD provides the necessary abrasion resistance and toughness to handle the abrasive silicon particles and potential casting skin.
- Less Abrasive Non-Ferrous Metals & Plastics: For materials like lower-silicon aluminum alloys, copper, brass, or many unfilled engineering plastics, you can often use medium or finer grain PCD grades. These offer a good balance or prioritize edge keenness for finish.
- Highly Abrasive Materials: If you’re turning materials like high-silicon aluminum (common in engine blocks, e.g., A390 alloy), metal matrix composites (MMCs), or tough composites like Glass Fiber Reinforced Plastics (GFRP) and Carbon Fiber Reinforced Plastics (CFRP), you’ll generally need a coarser, tougher PCD grade. These grades often feature average diamond grain sizes of around 25-30 micrometers (µm) or even larger, sometimes in multimodal structures (a mix of different grain sizes). This helps the cutting edge withstand the intense abrasive action and resist micro-chipping.
- Align with the Turning Task (Roughing vs. Finishing):
- Rough Turning: The main goal here is to remove a lot of material quickly. This demands a tool with high toughness to handle heavier cutting loads and potentially less stable conditions. Coarser PCD grades are typically preferred for their robustness.
- Finish Turning: Here, the priority shifts to achieving excellent surface quality and precise dimensional accuracy. Finer grain PCD grades (e.g., average grain sizes often below 10 µm, sometimes as low as 2 µm or even sub-micron for superfinishing) are ideal. These grades can be honed to a much sharper cutting edge, which is essential for producing smooth, mirror-like surfaces.
- Example: To achieve a very smooth surface (low Ra value) on a precision bore in an aluminum hydraulic valve body, a fine-grain PCD insert would be selected.
- Factor in Interrupted Cuts:
- If your turning operation involves interruptions – for instance, turning a shaft with keyways or cross-holes – the cutting edge will experience repeated impacts. In such cases, a tougher PCD grade (medium to coarse) is generally more suitable to prevent premature edge chipping, even if the material itself isn’t extremely abrasive.
A Quick Guide (General Recommendations):
| Workpiece Material Category | Typical Turning Task | Suggested PCD Grade Characteristic | Primary Reason |
|---|---|---|---|
| High-Silicon Aluminum, MMCs, GFRP/CFRP | Roughing/General | Coarse Grain / High Toughness | Resists extreme abrasion and impact |
| Low-Silicon Aluminum, Copper, Brass | Finishing | Fine Grain / High Wear Resistance | Achieves best surface finish, sharp edge |
| General Non-Ferrous, some Composites | General Purpose | Medium Grain / Balanced Properties | Versatile for good life and moderate finish |
| Any Material with Interrupted Cuts | Any | Medium to Coarse Grain / Tough | Prevents chipping from impact |
Crucial Reminder: The nomenclature and specific properties of PCD grades (like exact micron sizes for “fine,” “medium,” or “coarse”) can differ significantly between various PCD material manufacturers and tool suppliers. Therefore, it is absolutely essential to discuss your specific application—including the exact workpiece material, the machine tool you’re using, and your desired outcomes—with your PCD tool supplier. They possess detailed grade charts and extensive application experience to guide you to the most effective choice.
Critical Tool Geometry Considerations for Effective Turning (e.g., Rake Angle, Clearance, Nose Radius)
Once you’ve narrowed down the PCD grade, the next step is to consider the shape of the cutting tool itself – its geometry. The angles and radii of the cutting edge play a massive role in how the tool interacts with the workpiece, influencing cutting forces, chip formation, surface finish, and tool life.
Here are some key geometric features for PCD turning tools:
- Rake Angle: This is the angle of the cutting face relative to a line perpendicular to the machined surface.
- Positive Rake: The cutting face slopes away from the cutting edge. This generally reduces cutting forces, produces less heat, and leads to better surface finishes, especially on softer or “gummy” non-ferrous metals like aluminum and copper. Most PCD turning tools for non-ferrous applications utilize a positive rake angle.
- Neutral Rake: The cutting face is perpendicular.
- Negative Rake: The cutting face slopes towards the cutting edge. This creates a stronger cutting edge, making it more suitable for very hard materials or heavily interrupted cuts. While less common for typical PCD applications (which focus on non-ferrous and abrasive non-metals), a slight negative land or a robust edge prep on a tough PCD grade might be used for challenging MMCs or some very abrasive composites.
PCD’s inherent sharpness often allows it to cut efficiently with moderately positive rake angles, providing a good balance of strength and low cutting forces.
- Clearance Angle (Relief Angle): This is the angle between the flank (side) of the tool just below the cutting edge and the newly machined surface.
- It’s crucial to prevent the tool from rubbing against the workpiece, which would cause friction, heat, and poor surface finish.
- The clearance angle must be sufficient for free cutting but not so large that it weakens the cutting edge. Typical clearance angles for PCD turning inserts are often in the range of 5° to 15°, depending on the application and insert style.
- Nose Radius (NR): This is the radius of the rounded tip of the cutting tool. It has a significant impact:
- Larger Nose Radius (e.g., 0.8 mm, 1.2 mm):
- Pros: Creates a stronger cutting edge, allows for higher feed rates (thus increasing productivity), and can improve surface finish up to a certain point by smoothing out the peaks and valleys. It’s generally preferred for roughing and general-purpose turning.
- Cons: Increases cutting forces, which can lead to vibration, especially on slender workpieces or less rigid machines.
- Smaller Nose Radius (e.g., 0.2 mm, 0.4 mm):
- Pros: Reduces cutting forces and vibration, is better for machining fine details or sharp corners, and can achieve good finishes at lower feed rates. Often chosen for finishing passes, profiling intricate shapes, or when turning thin-walled parts.
- Cons: The cutting edge is inherently weaker and requires lower feed rates.
- Example: For general turning of an aluminum housing, a PCD insert with a 0.8 mm nose radius might be suitable. For finish turning a small, precise groove in that housing, an insert with a 0.2 mm or 0.4 mm nose radius would be more appropriate.
- Larger Nose Radius (e.g., 0.8 mm, 1.2 mm):
- Edge Preparation (Honing, Chamfer/T-land):
- While PCD tools are prized for their sharpness, sometimes a very slight modification to the cutting edge, known as edge preparation, is beneficial.
- Sharp Edge: For very fine finishing on soft, non-abrasive materials, a keen, sharp edge (often achieved with fine PCD grades) is desirable.
- Honed Edge: A slight rounding of the cutting edge (a very small radius hone) can increase its strength and prevent micro-chipping, especially in general-purpose applications or with medium PCD grades.
- Chamfered Edge (T-land): A small, flat land ground at a negative angle along the cutting edge can significantly increase its strength. This is often used on tougher PCD grades for machining highly abrasive materials, MMCs, or when dealing with interrupted cuts.
The specific edge preparation is typically optimized by the tool manufacturer for the intended PCD grade and application. It’s important to understand the edge prep on your PCD tool, as it’s tailored for certain conditions. Discussing this with your supplier can clarify why a specific prep is used and ensure it’s appropriate for your needs.
Understanding and selecting the appropriate tool geometry for your PCD turning tool is just as important as choosing the right grade. These elements work together to deliver the desired performance.
Optimizing Your Machining Conditions for PCD Turning (e.g., Speed, Feed, Depth of Cut)
You’ve selected your PCD tool type, matched the grade to your material, and considered the geometry. The final piece of the puzzle for achieving peak performance is dialing in the correct machining conditions – primarily cutting speed, feed rate, and depth of cut.
Getting these parameters right will maximize your tool life, achieve the desired surface finish, and optimize your productivity.
Key Machining Conditions:
- Cutting Speed (Vc): This is the speed at which the surface of the workpiece moves past the cutting edge, usually measured in meters per minute (m/min) or surface feet per minute (SFM).
- PCD’s Strength: PCD excels at very high cutting speeds when machining non-ferrous metals. For instance, when turning aluminum alloys, speeds of 500 m/min to over 3000 m/min are common and highly productive.
- Material Dependence: For more abrasive materials like composites or some ceramics, the optimal cutting speed might be lower than for aluminum but generally still significantly higher than what’s possible with conventional carbide tools.
- Finding the Sweet Spot: Too low a cutting speed can sometimes lead to built-up edge (BUE) formation, even with PCD, on certain materials. Conversely, an excessively high speed (beyond the tool or machine’s capability) can lead to premature tool wear or chatter if not properly managed with coolant and a rigid setup.
- Feed Rate (f): This is the distance the tool advances along the workpiece per revolution of the spindle (often mm/revolution or inches/revolution).
- Impact on Finish & Productivity: Feed rate directly influences the material removal rate (MRR) and the resulting surface finish. Higher feed rates increase MRR but can produce a rougher finish. Lower feed rates generally result in a finer finish.
- Nose Radius Connection: The permissible feed rate is closely linked to the tool’s nose radius. Tools with larger nose radii can typically handle higher feed rates while maintaining a good finish.
- Roughing vs. Finishing: For rough turning, you’d use a higher feed rate to remove material quickly. For finish turning, a much lower feed rate is employed to achieve the desired surface smoothness and dimensional accuracy.
- Depth of Cut (ap or DOC): This is the thickness of material being removed by the cutting tool in one pass.
- Material Removal: A larger depth of cut means more material is removed per pass, increasing productivity in roughing operations.
- Tool & Machine Limits: The maximum depth of cut is limited by the strength of the PCD tool (grade and geometry), the power and rigidity of the machine tool, and the stability of the workpiece clamping.
- Finishing Passes: For finishing, the depth of cut is usually kept small (e.g., 0.1 mm to 0.5 mm) to ensure high accuracy and a good surface finish, minimizing tool pressure and deflection.
Essential Supporting Factors:
- Machine Tool Rigidity: To take full advantage of PCD’s capabilities, especially at high speeds, a rigid and well-maintained machine tool is essential. Any vibration or lack of stability can lead to poor surface finish, inconsistent dimensions, and even premature chipping of the PCD cutting edge.
- Coolant Application: Proper application of cutting fluid (coolant)9 is often vital in PCD turning operations. Coolant helps to:
- Control temperature at the cutting zone.
- Lubricate the cutting interface.
- Flush chips away effectively, preventing them from damaging the workpiece surface or interfering with the cut.
- For some materials (e.g., certain composites, wood, or specific plastics), dry machining or specialized cooling methods like Minimum Quantity Lubrication (MQL) or air blast might be preferred. Always check supplier recommendations for coolant use with specific PCD tools and workpiece materials.
Starting Right and Fine-Tuning:
- Supplier Recommendations as a Foundation: Tool suppliers typically provide recommended starting parameters (ranges for speed, feed, and depth of cut) for their specific tools and grades on various workpiece materials. This data offers an excellent foundation for your initial setup.
- Iterative Optimization: Machining is often a process of refinement. Start with conservative parameters within the recommended range and then make small, systematic adjustments to one parameter at a time. Observe the results carefully:
- Tool Wear: Is it even and predictable, or is there chipping?
- Surface Finish: Is it meeting your specifications?
- Chip Formation: Are the chips well-formed and breaking appropriately for the material?
- Sound of the Cut: Experienced machinists often use the sound as an indicator of a stable and efficient cutting process.
- Document Your Findings: Keep records of the parameters that work best for specific jobs. This builds a valuable knowledge base for future setups.
A Final Critical Reminder: The optimal cutting speed, feed rate, and depth of cut are not fixed values; they are highly dependent on the specific PCD grade, the exact tool geometry (including nose radius and edge preparation), the workpiece material and its condition, the capabilities and rigidity of your machine tool, the coolant system, and your desired outcomes (e.g., maximum productivity vs. best possible surface finish). While supplier data is a strong starting point, always be prepared to optimize for your unique operational environment, and don’t hesitate to consult further with your tool supplier when facing challenging applications or seeking to maximize performance.
Conclusion
Polycrystalline Diamond (PCD) turning tools offer a powerful solution for enhancing productivity, achieving superior surface finishes, and extending tool life, particularly when machining non-ferrous metals and abrasive non-metallic materials. Their unique properties, derived from the hardness of diamond, translate into significant cost-effectiveness and performance gains in the right applications.
However, unlocking the full potential of PCD tooling isn’t just about using any PCD tool; it requires a thoughtful approach. Success hinges on understanding the different types of PCD tools available—brazed and indexable—and, more importantly, carefully selecting the appropriate PCD grade for your specific workpiece material and turning task. Furthermore, considering the critical aspects of tool geometry and meticulously optimizing machining conditions like speed, feed, and depth of cut are essential steps.
By combining this knowledge with expert advice from your tool suppliers, you can effectively leverage PCD turning tools to overcome challenging machining scenarios and achieve remarkable results in your manufacturing operations.
References
- sintering1 – ScienceDirect topic page explaining the sintering process in materials science.
- key properties of PCD2 – ZYDiamondTools blog post detailing the analysis of hardness, toughness, thermal conductivity, and wear resistance of Polycrystalline Diamond.
- traditional carbide tools3 – ZYDiamondTools blog post comparing PCD and Carbide cutting tools.
- surface roughness (Ra)4 – Get It Made resource page explaining surface roughness and its measurement parameters like Ra.
- Total Cost of Ownership (TCO)5 – ZYDiamondTools guide explaining Total Cost of Ownership for superhard tooling and abrasives.
- machining aluminum6 – ZYDiamondTools blog post offering a complete guide to using PCD tools for aluminum machining.
- PCD solutions for composite machining7 – ZYDiamondTools blog post on how PCD solves challenges and boosts performance in composite machining.
- indexable advantage8 – ZYDiamondTools blog post on maximizing economics and flexibility with indexable PCD and CBN inserts.
- cutting fluid (coolant)9 – Wikipedia article providing a comprehensive overview of cutting fluids, their types, and applications.




