-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

1. Why Grinding Wheels Need Dressing
In the grinding process, the abrasive grains of the grinding wheel is gradually rounded and blunted under the action of friction and extrusion. Or when grinding tough materials, the abrasive chips are often embedded in the pores of the grinding wheel surface, blocking the surface of the grinding wheel piece and finally making the grinding wheel piece lose its cutting ability. At this time, the slippage between the grinding wheel and the workpiece may cause vibration and noise, which reduces the grinding efficiency and deteriorates the surface roughness. At the same time, the increase in grinding force and grinding heat will cause work deformation and affect grinding accuracy, and in serious cases, it will also cause burns and small cracks on the grinding surface.
In addition, the uneven hardness of the grinding wheel piece and the different working conditions of the abrasive grains will make the working surface of the grinding wheel piece wear unevenly, and the number of abrasive grains falling off in various parts is not the same. It will lead to the loss of the grinding wheel profile viscosity, thus affecting the workpiece surface’s shape accuracy and roughness.
Although the diamond grinding wheel belongs to the super hard grinding wheel’s grinding wheel, the same will also wear. If these wheels are worn, they must be dressed with a grinding wheel dressing machine to be used properly.
Here I will introduce the installation and use of a diamond grinding wheel dressing machine.
2. Brief Introduction Of Grinding Wheel Dressing Machines
Our diamond wheel dresser uses the principle of the speed difference between the wheel to be dressed and the dressing wheel to achieve dressing of the wheel to be dressed. This machine provides simple and efficient dressing of diamond wheels, CBN wheels, and wheelsets consisting of multiple wheels. It can dress flat, angular, circular, and shaped wheels. It is easy to operate, highly accurate, and has the following features.
- Adopting precision linear slide rail and ball screw and adding digital display grating ruler (optional) so that when the corrected grinding wheel is corrected, the positioning accuracy, width size, and the size of the arc can be adjusted and measured at any time.
- The rotating A-axis adopts high-precision tapered roller bearings made in Japan to achieve rotating accuracy and smoothness.
- The speed of the dressing wheel, the speed of swinging from left to right, the size of the swinging stroke, and the position of the wheel can be adjusted.
- CCD camera device comes with 15 to 100x magnification and a 17″ LCD monitor. It can measure and check the roundness, angle, and size of grinding wheels at work.
- The CCD and optical dimensioning device provide an easy-to-use setup and measurement of grinding wheel width, position, and inspection during and after dressing. The measurement accuracy can reach 0.005 ~ 0.01mm.
3. Main Technical Parameters Of Grinding Wheel Dressing Machines
| X, Y axis magnetic grid resolution (optional) | 0.001mm |
| Grinding wheel spindle hole | From the customer |
| Diamond grinding wheel maximum diameter | Ø200 mm |
| Diamond grinding wheel minimum diameter | Ø80 mm |
| Maximum thickness of grinding wheel | 20 mm |
| Grinding wheel bore diameter | Ø31.75mm |
| Grinding wheel speed | 100~1500R.P.M.( Adjustable speed) |
| Left and right travel of grinding wheel | 120 mm |
| Front and rear travel of the grinding wheel | 120 mm |
| Grinding wheel arc | Ø0 ~15 mm |
| Dressing grinding wheels (SIC) | Ø180X10XØ31.75 mm |
| Dressing wheel speed | 1400-2800 R.P.M.(Constant speed) |
| The number of times the dressing wheel swings from left to right | 0~50/min(Adjustable speed) |
| Dressing wheel swing distance from left to right | 0~45/mm(Adjustable speed) |
| Total power | About 1.5Kw |
| Silicon carbide grinding wheel motor | 0.75Kw |
| Motor of the grinding wheels being dressed | 0.75Kw |
| Reciprocating walkway motor | 0.025Kw |
4. Safety Precautions For Using The Machine
- Unpack the machine according to the box face sign shown, and check the machine and accessories according to the list.
- Read this “instruction manual” in detail, according to its requirements to choose or make a good foundation, to be dry, according to the requirements of Chapter 4 handling; the machine tool will be placed in the required position.
- Machine tools in the wiring, commissioning, and operation before, must read this “instruction manual” in detail to understand the structure of the machine, its performance, use, operation, etc.
- Machine operators and maintenance personnel must read this “instruction manual” or special training before being qualified to work.
- Operation and maintenance personnel are not sure to troubleshoot, should promptly notify the manufacturer to request assistance, do not handle without authorization.
- Operators should wear suitable clothing, not loose clothing, gloves, ties, rings, earrings, and other jewelry, to prevent hanging by moving parts or electric shock.
- The operator should wrap long hair, tie it up or wrap it with a hat, etc.
- Cannot operate the machine after taking drugs or drinking alcohol.
- Do not operate the machine when there is a lack of guards, safety guards, and interlocks or when they are not working properly.
- Before running the program in the automatic state, debug it to eliminate errors.
- The machine must be connected to a grounding system.
- Reduce the risk of inactive machine startup by turning off the main switch and using the prescribed procedure for lockout or warning with a tag when working in the hood or in other situations where the machine needs to be turned off.
- Turn off the main switch and lockout when working in the electrical cabinet.
- Please do not leave the machine unattended, turn off the power when it is unattended, and do not leave it until it has come to a complete stop.
- The operator should never cancel or remove the interlocking device and should not open the guard until the spindle has come to a complete stop.
- In case of a fault, press the red tight stop button and restart when the fault is cleared.
- Check that the dressing wheel is in place and that the drive belt of the wheel being dressed is wound correctly.
5. Handling And Installation Of Wheel Dressing Machines
Handling Of Machines
Tools: Forklift minimum load: 1.5 tons
When going up, you must first carry out a test lift. The lift height should not exceed 40mm. Check the bearing capacity of the forklift, the depth of insertion, whether the machine is level, etc. If there is no doubt before going up, slowly raise and drop and gently place.
Installation And Use Of Machines
- The machine should be installed in a workshop with no nearby vibration sources.
- Indoor 18°C~28°C, but the temperature difference should not be greater than 5 °C within 24 hours, and the indoor humidity should not be greater than 40%.
- No strong magnetic fields, high-power electrical equipment, etc., near the machine tool.
Machine Installation Foundation
- There is no seismic source around. When the workshop floor has a concrete foundation of not less than 250mm depth, the machine can be placed directly on the ground and used without reinforcing the foundation bolts.
- Surrounded by certain earthquake sources or shallow foundation depths of the workshop must be made machine tool foundations.
Installation Of Machines
- The host should be adjusted to the level during installation to ensure accuracy.
- Dimension: 1420mm×840mm×1780mm.
6. Operating Instructions For Grinding Wheel Dressing Machines
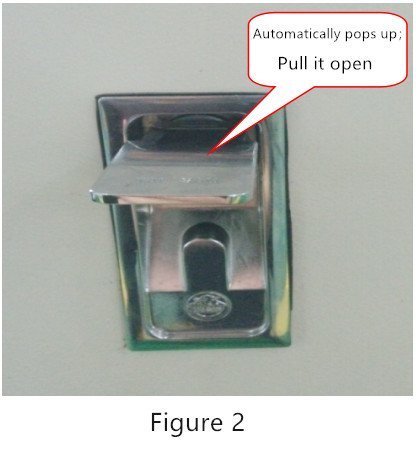
- Electrical box door: As shown in Figure 1-Figure 2

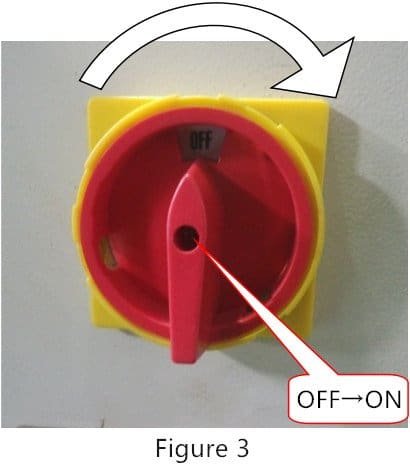
- Power supply: as in Figure 3.
Dressing Green Silicon Carbide Grinding Wheels
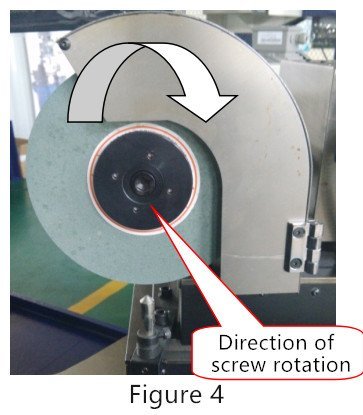
1. Attach the green silicon carbide grinding wheel and lock the screws. As shown in Figure 4
2. Attach the tool (diamond dresser) and fix the diamond dresser holder, as shown in Figure 5.

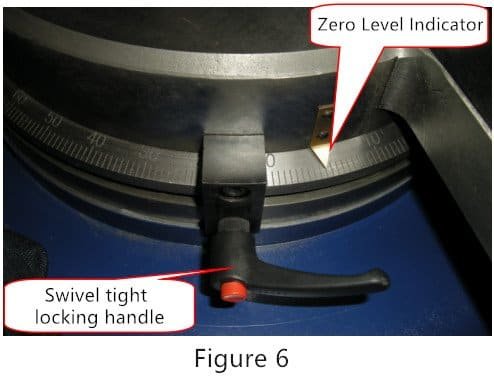
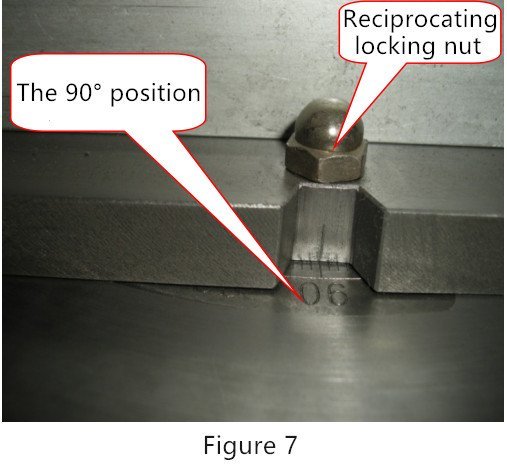
3. After the above two tasks are done, adjust the rotation seat to the 0 positions (Figure 6). The reciprocating seat is adjusted to the 90-degree position (Figure 7). The green silicon carbide grinding wheel spindle seat rotation panel is adjusted to the circumference of the grinding wheel face to align with the diamond dresser. Leave a certain safety distance (Fig. 8). After locking the positioning axis (X-Y), open the silicon carbide grinding wheel switch. This time, the green silicon carbide grinding wheel rotates. And then, the silicon carbide grinding wheel speed switch opens so that the reciprocating movement back and forth, shaking the feed hand wheel for dressing diamond grinding wheel outside diameter plane.

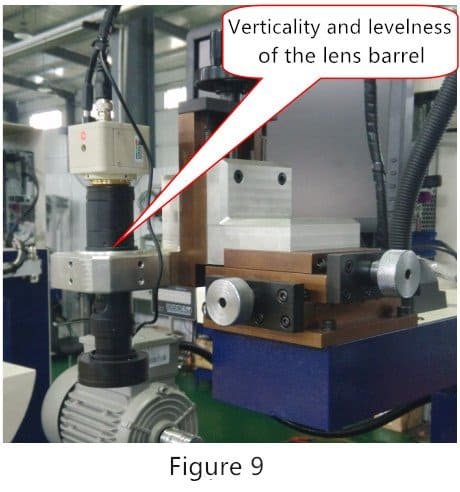
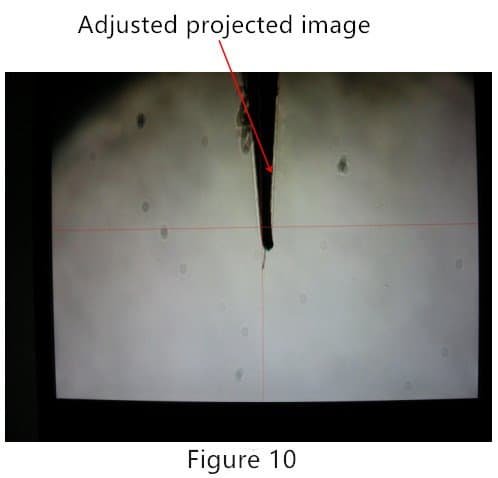
4. Next, adjust the center of the rotation arc. Adjust the projection to open the lens light source switch. Put the center of rotation of the lens lamp against the center of rotation of the rotation axis. See if the projection on display above the CCD viewer is clear. If there is ghosting, adjust the verticality and level of the lens barrel (Figure 9) so that the light from the lens lamp swings in different positions. When there is a clear projection on display without vignetting, it is OK (Figure 10).
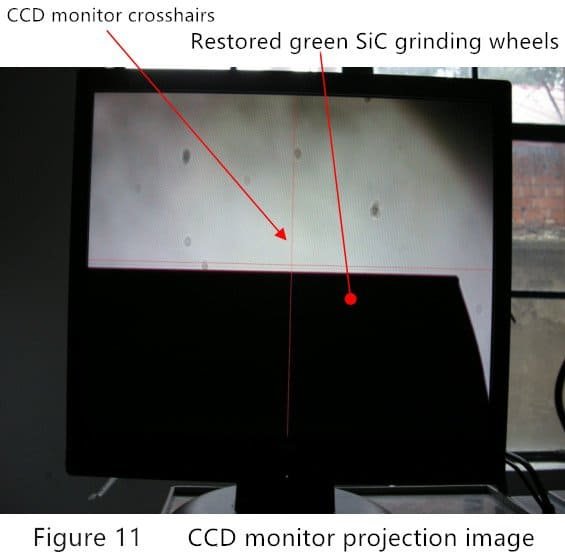
5. Adjust the center of rotation and align the repaired green silicon carbide wheel circumferential plane with the horizontal line in the middle of the CCD monitor crosshairs(Figure 11). Loosen the rotation locking handle, and rotate to the left to 90 degrees to see if the green silicon carbide wheel circumferential plane is also in the CCD monitor crosshairs in the middle of the vertical line. If there is a discrepancy, you should adjust the micrometer head and feed handwheel so that its green silicon carbide grinding circumferential wheel plane is aligned with the vertical line in the middle of the crosshairs of the CCD monitor. Rotate the panel to the right side 90 degrees, the same way to debug, so that the CCD monitor crosshairs are in the middle of the vertical line and the green silicon carbide wheel circumferential plane alignment. Repeatedly adjust the differential head and feed handwheel so that the green silicon carbide wheel circumference plane is coincident with the CCD monitor cross line.
Dressing Diamond Grinding Wheels
Dressing Flat Grinding Wheels
Attach the diamond grinding wheel, adjust the position, install the belt, and fix the spindle. Place the projection of the diamond grinding wheel in the middle of the monitor, and lock the positioning axis (X.Y). Align the rotating panel with the 0 position scale and lock the handle. Swing the feed handwheel and let the circumferential surface of the green silicon carbide grinding wheel go close to the diamond grinding wheel. When there is enough safe distance, adjust the stroke of the green silicon carbide grinding wheel reciprocating motion so that the green silicon carbide grinding wheel left and right can come out of the two sides of the diamond grinding wheel. Start the switch of the green silicon carbide grinding wheel, diamond grinding wheel, and green silicon carbide grinding wheel reciprocating speed regulator, and swing the feed hand wheel to start the normal grinding diamond grinding wheel plane.
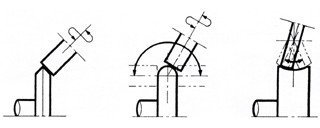
Dressing Angular Grinding Wheels
Adjust the rotating panel to the same angle as the wheel being dressed, and lock the rotating panel. The reciprocating guide moves back and forth, and the feed handwheel feeds slowly.

The Machine Can Also Dress Several Shapes Of Grinding Wheels As Follows; The Grinding Method Is Simple And Convenient

7. Main Accessories Of Grinding Wheel Dressing Machines
- Video microscope: optical magnification 0.7 ∽ 4.5 continuously variable, equipped with 0.5 times the eyepiece, electronic magnification 15 ∽ 130 times or so, plus the crosshairs, with 2 million pixels CCD.
- Display: international first-tier brand 17-inch LCD screen.
- The visual microscope cross-installation measurement platform has a 2-axis digital display grating ruler with a resolution of 0.001mm.
- The bearings are precision-grade bearings, and the guides are precision ball guides.
- Feed handwheel resolution 0.02 mm.
- Dressing wheel swing and grinding wheel rotation using a high-quality domestic AC speed control motor.
- Square steel welded base with baked-on parts.
8. Troubleshooting Instructions For Grinding Wheel Dressing Machines
Operation Errors May Cause Software Programs And Machine To Burn Out Or Not Start Properly.
1. Please follow the operation process of turning the machine on and off; otherwise, it is easy to cause the CCD software program to malfunction or equipment burnout!
2. Power on sequence: ① device main power switch on → ② emergency stop switch knob open → ③ power switch open → ④ open the computer → ⑤ open the CCD software.
3. Shutdown sequence: ① close the CCD software → ② mouse click on the screen to close the computer → ③ power switch knob off → ④ close the device’s total power switch.
Open VMM2.2C Software Display Blue Screen Problem
Check whether the CCD lens power cable is normally connected, and then check the AV line CCD and the computer host are normally connected, AV line can try to connect the computer host AV1 interface or AV2 interface.
Open VMM2.2C Software Computer Screen Display Blank Problem
1. Open the measurement software, and display the image. If not displayed, please click the menu CCD settings – video capture card (enter) – video card type selection, select your device that is DirectShow, click OK, and restart the software on it. As shown in Figure 15.

2. Open the measurement software, and display the image. If not displayed, please click the menu CCD settings – video capture card (enter). If the video card type selection shows![]() .Should check whether the capture card driver and capture card are installed.
.Should check whether the capture card driver and capture card are installed.
The CCD Lens Has The Problem Of Loosening
If the lens is loose during operation, check whether the lens parts screws are loose, the screws are slightly tightened on it.
Operation Failure Problem
1. The position of the diamond grinding wheel to be dressed after good alignment should be X, Y axis fixed lock; so as not to be dressed grinding wheel change shape.
2. When the rotary scale pointer is on the zero scales, you should press RST to let the angle digital display meter clear zero; otherwise, the repair angle is not correct.
3. Check the reciprocating stroke before trimming the angle to avoid crashing the grinding wheel and security failures occur.
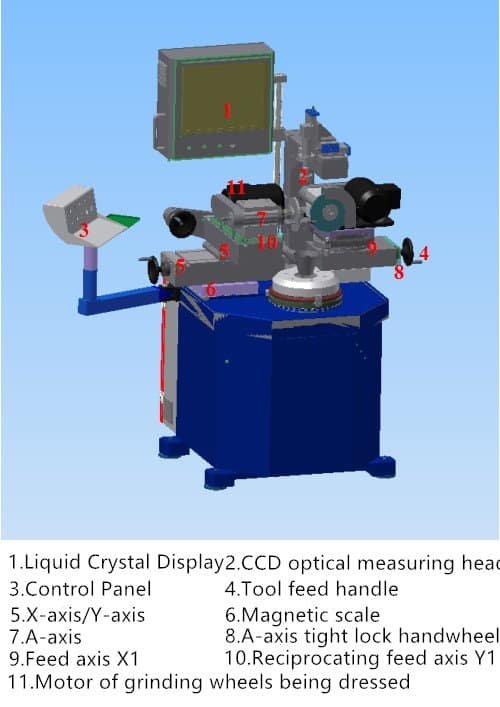
9. Structure Diagram Of Grinding Wheel Dressing Machines
If you have more questions about the grinding wheel dressing machine, please feel free to contact us! We will reply to you as soon as possible.

PCD End Mills for Aluminum Machining: A Comprehensive Guide
For shops dealing with aluminum, PCD end mills mean less hassle and more output. They’re not cheap, but the payoff

PCD Tools: The Ultimate Guide to Polycrystalline Diamond Cutting Tools
Polycrystalline Diamond (PCD) tools set the standard for advanced machining with unmatched hardness and wear resistance. Offering 2-3 times the

Application of PCD tools In Automobile Piston Processing
PCD tools raw materials introduction: PCD refers to the poly-crystal formed by mixing diamond powder (particle size of micron) with a small

PCD Diamond Reamer Cutting Parameters
PCD diamond reamer, namely polycrystalline diamond reamer, is a kind of high speed cutting tool using polycrystalline diamond as blade
