-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

What is an Oil Stone? Complete Guide to Types, Uses, and Maintenance

What exactly is an oil stone and how does it function in a professional workshop?
An oil stone is a solid block of abrasive material used to sharpen, hone, and polish metal cutting tools and precision components. It derives its name from the requirement to use a lightweight mineral oil as a lubricating fluid during operation, which floats away metal swarf and prevents the stone’s abrasive pores from clogging. These tools are essential for maintaining strict dimensional tolerances and restoring razor-sharp edges in industrial fabrication and machining.
Main Material Categories and Characteristics
What exactly makes up the physical structure of an industrial oil stone?
An oil stone consists of hard abrasive grains held together by a specialized bonding matrix to form a solid sharpening block. The abrasive grains perform the actual material removal, while the binding agent dictates how quickly fresh, sharp grains are exposed during operation. Manufacturers classify these sharpening tools into two primary material groups: naturally quarried stones and synthetically engineered stones.
Natural vs Synthetic Options
Are natural stones still relevant in modern machine shops? Yes, but their role has changed. Natural oil stones are mined directly from the earth. The most famous example is the Arkansas stone. This stone consists of naturally occurring Novaculite1, which is a dense form of microcrystalline quartz.
Therefore, natural stones do not have a standard grit size. Instead, geologists and manufacturers grade them by their specific gravity or density. A denser natural stone produces a finer finish. However, natural stones cut metal much slower than modern alternatives.
On the other hand, synthetic oil stones are manufactured in controlled factory environments. Engineers create these stones to have precise, uniform grit sizes. This consistency makes them highly predictable for industrial machining tasks. Think of the difference between using a naturally mined single-point diamond dresser2 versus a highly engineered synthetic diamond rotary dresser. The synthetic option offers total uniformity and predictable wear.
| Feature | Natural Oil Stones (e.g., Arkansas) | Synthetic Oil Stones |
|---|---|---|
| Source | Quarried from geological deposits | Manufactured in industrial facilities |
| Grading System | Graded by stone density (Soft, Hard, Black) | Graded by exact grit size (e.g., 400, 1000) |
| Cutting Speed | Relatively slow | Fast and aggressive |
| Primary Benefit | Excellent for final, ultra-fine hand polishing | Consistent, repeatable material removal |
Common Abrasives Explained
When you look at a synthetic oil stone, you are usually looking at one of two main abrasive materials. Each material interacts with metal surfaces differently.
Aluminum Oxide
Aluminum oxide3 is the most widely used abrasive for oil stones. It is exceptionally tough and resistant to fracturing. Consequently, it works perfectly for grinding high-tensile materials like carbon steel and alloy steel. In a workshop setting, aluminum oxide stones often have an orange or brown color. They provide a smooth, clean cutting action that leaves a highly refined edge.
Silicon Carbide
Why choose silicon carbide over aluminum oxide? Silicon carbide grains are harder and sharper, but they are also more brittle. They fracture easily under applied pressure. This constant fracturing creates new, sharp cutting edges. This specific material property is known as friability.
Therefore, silicon carbide4 cuts much faster than aluminum oxide. It is ideal for grinding cast iron, brass, or soft metals. These stones are typically gray or black.
“For rapid material removal on cemented carbide inserts, silicon carbide consistently outperforms standard aluminum oxide.”
Impact of Bonding Agents on Performance
An oil stone is completely useless without its bonding agent. The bond acts as the internal “glue” that holds the abrasive grains in place. The strength of this bond fundamentally changes the stone’s physical performance.
If a bond is too hard, the abrasive grains will dull but will not fall away. The stone then stops cutting and simply rubs against the metal surface. This problematic issue is called glazing. Conversely, if the bond is too soft, the stone will wear down incredibly fast. It is very similar to a surface grinding wheel that requires constant truing because it loses its dimensional form rapidly.
Manufacturers primarily use vitrified bonds for industrial oil stones. A vitrified bond is made of specific clays and glass-like materials. Factories fire these materials in a kiln at extreme temperatures exceeding 1000°C.
- Vitrified Bonds: Highly porous, extremely rigid, and fully resistant to oil and water degradation.
- Resinoid Bonds: Softer matrices made from synthetic resins that provide a smoother, less aggressive final finish.
Ultimately, the correct bond hardness allows the stone to self-sharpen efficiently. It naturally releases dull grains at the exact moment the abrasive loses its cutting efficiency.

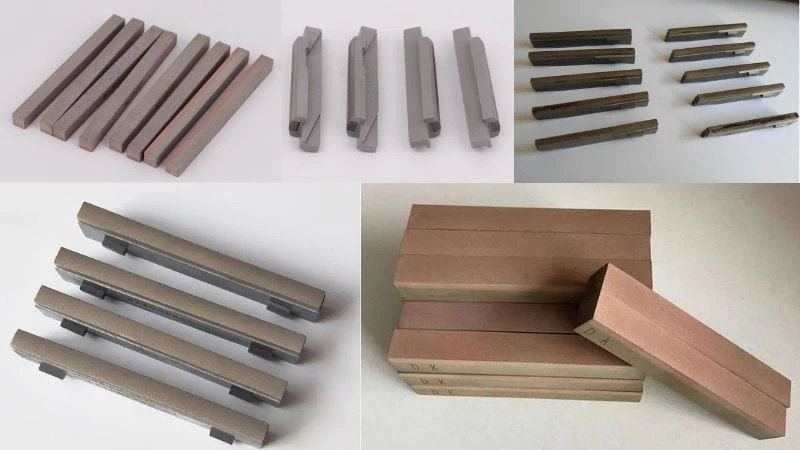
Common Shapes and Their Specific Purposes
Why are industrial oil stones manufactured in various geometric profiles instead of just one standard flat block?
Oil stones are manufactured in various geometric shapes to match the specific contours of the workpiece being honed. Rectangular and square stones provide broad contact for flat blades and straight surfaces. Conversely, triangular, round, and specialty shapes are engineered to access curved gouges, tight internal angles, and complex machined grooves without altering the tool’s original precision profile.
Rectangular and Square Stones for Flat Surfaces
Rectangular oil stones are the most common shape found in any machine shop. Mechanics use them constantly for general-purpose sharpening. A rectangular stone provides a large, flat surface area. Therefore, it is perfectly suited for honing broad, flat edges. For example, you use this shape for straight planer blades, wide chisels, or flat scraper blades.
Similarly, square stones are designed for flat surfaces, but they serve a different primary function. A square stone has four perfectly straight 90-degree edges. Consequently, machinists use square stones to file precise right angles. They are excellent for squaring up keyways or cleaning out standard square slots on a milled part.
Just like a surface grinder requires a perfectly flat wheel face to grind a flat steel plate, your hand tools require a flat stone to maintain a straight bevel. Most standard rectangular bench stones measure 6 to 8 inches in length.
Triangular and Round Stones for Curved Edges
Flat stones cannot sharpen curved or angled tools effectively. If you use a flat stone on a curved surface, you will ruin the tool’s original geometry. Therefore, manufacturers produce triangular and round stones to solve this problem.
Triangular stones feature three distinct points and flat sides. This shape is absolutely critical for cleaning out V-shaped grooves. Additionally, machinists frequently use triangular stones to deburr sharp internal corners or sharpen the gullets of large cutting saws.
Round stones, which are simply solid cylinders, serve a completely different purpose. They are designed specifically for concave surfaces. Mechanics use round stones to hone curved turning gouges, round molding plane blades, and circular dies.
Consider how a CNC operator uses a specific ball-nose end mill to machine a curved pocket. You must use a round oil stone with a matching radius to hone that same curved pocket smoothly.
| Stone Shape | Primary Feature | Ideal Machining Application |
|---|---|---|
| Triangular | 60-degree acute angles | V-grooves, saw teeth, internal corners |
| Round (Cylinder) | Continuous uniform radius | Concave surfaces, gouges, round dies |
| Half-Round | One flat side, one curved side | Combination tasks, contoured mold cavities |
Specialty Shapes for Complex Geometries
Standard geometric shapes cannot reach every surface in advanced manufacturing. Tool and die makers often work with highly intricate metal parts. Consequently, they require specialty oil stones. These unique stones are shaped to fit into extremely tight, restrictive spaces.
Slip Stones
Slip stones are wedge-shaped abrasive tools. They typically have rounded edges that taper down to a thinner profile. Patternmakers rely heavily on slip stones. They use them to hone the delicate inside curves of carving tools and small detail gouges.
Knife-Edge Stones
Knife-edge stones look exactly like a blade. They feature a very sharp, thin edge. Therefore, they are perfect for honing narrow slots, fine gear teeth, or intricate keyways where a thicker stone cannot fit.
Tapered Stones
Tapered stones gradually decrease in thickness from one end to the other. Mold makers use these extensively in the shop. For instance, when polishing the draft angles inside an injection mold cavity, a tapered stone provides the necessary clearance. It reaches deep into the mold without scratching the adjacent vertical walls.
Using the wrong shape will destroy a precise tool edge quickly. Ultimately, matching the stone’s profile to the workpiece is the most important step in manual honing.

Key Industrial and Everyday Applications
Where do machinists and technicians apply these abrasive blocks in real-world scenarios?
Oil stones are utilized across multiple industries to refine metal surfaces, restore precise cutting edges, and achieve exact dimensional tolerances. Their primary applications include sharpening precision cutting tools, removing machining marks during mold fabrication, and creating vital cross-hatch patterns when honing engine cylinders.
Precision Tool and Knife Sharpening
Every cutting tool eventually loses its edge. In a busy machine shop, dull tools cause poor surface finishes and increased friction. Therefore, mechanics rely heavily on oil stones to restore a razor-sharp edge to their equipment. This process involves manually pushing the tool’s bevel across the stone’s flat surface.
The stone shears off microscopic amounts of steel. Consequently, it removes the rough metal burr left behind by a high-speed bench grinder. You can use these stones to sharpen lathe tool bits, hand scrapers, chisels, and industrial shears.
Think of this process like precision surface grinding, but performed entirely by hand on a micro-level. Just as a CNC milling machine requires a sharp carbide insert to prevent chatter, a manual hand scraper requires a perfectly honed edge to slice cast iron smoothly. The oil stone guarantees that clean, continuous cut.
“A properly stoned cutting edge dramatically extends the tool life between major grinding operations.”
Mold Polishing and Metal Fabrication
Plastic injection molds and die-casting dies require incredibly smooth internal surfaces. However, initial manufacturing processes leave the metal very rough. After a CNC mill cuts the mold cavity, it leaves distinct machining marks. Similarly, Electrical Discharge Machining (EDM)5 leaves a hard, brittle crust on the metal called the recast layer.
Technicians must remove these imperfections. They use oil stones to systematically break down the rough surface. This manual stoning process acts as the crucial bridge between rough machining and final diamond paste polishing.
Please note that the required surface roughness average (Ra) and the depth of the EDM recast layer can vary significantly based on the specific steel alloy and the machining voltage used. Therefore, always verify the exact surface finish parameters and the recommended stone hardness with your tooling supplier to avoid damaging the mold.
| Fabrication Stage | Metal Condition | Oil Stone Application |
|---|---|---|
| Post-EDM | Hard, crusty recast layer | Aggressive stoning to remove the brittle scale |
| Post-Milling | Visible cutter marks and ridges | Leveling the surface to create a uniform plane |
| Pre-Polishing | Minor scratches | Fine stoning to prepare for diamond lapping paste |
Honing Cylinders and Internal Surfaces
Honing6 is a highly specialized machining process used strictly for internal diameters (ID). Engine blocks, hydraulic cylinders, and pneumatic tubes all require internal honing. During this operation, machinists mount spring-loaded oil stones into a rotating honing head.
The machine inserts this honing head into the metal cylinder. The stones expand outward to contact the cylinder walls. Then, the head rotates and strokes up and down simultaneously. This specific mechanical action cuts a precise “cross-hatch” pattern into the steel wall.
Why is this pattern important? This microscopic texture is absolutely critical for mechanical function. The tiny scratches hold lubricating oil on the cylinder wall. Without this retained oil, the metal piston rings would scrape the dry cylinder and immediately seize.
Consider a micro-broaching operation. Instead of cutting one single, deep keyway down a bore, the honing stone simultaneously cuts thousands of microscopic oil channels. This ensures proper lubrication and creates a perfectly round, straight hole.
Proper Usage and Maintenance Techniques
How do you correctly use and maintain an industrial oil stone to ensure a consistently sharp edge?
Proper usage and maintenance require applying a specialized cutting fluid to float away metal swarf, maintaining a rigid geometric angle during the sharpening stroke, and periodically resurfacing the stone to restore its perfectly flat plane. These combined techniques prevent the abrasive pores from clogging and ensure consistent, accurate material removal across the entire life of the tool.
Choosing the Right Lubricating Fluid
Why do we call it an “oil” stone? The name comes directly from its required lubricating fluid. If you use this abrasive tool dry, the microscopic metal chips will instantly pack into the stone’s pores.
This clogging process is called “loading.” When a stone loads up, the abrasive grains cannot reach the steel. Consequently, the stone stops cutting entirely. Think of a CNC milling machine. If high-pressure coolant does not flush the metal chips away from the end mill, the cutter will jam and break. The oil on a bench stone performs the exact same flushing action.
Therefore, you must apply a generous layer of fluid before every use. However, you cannot use just any liquid. Heavy machine oils are too thick. They create a thick film that prevents the tool from touching the abrasive grains. Conversely, water evaporates too quickly and causes carbon steel tools to rust.
The best choice is a highly refined, lightweight mineral oil. Many manufacturers sell this specifically as “honing oil.” It is thin enough to allow aggressive cutting, yet thick enough to suspend the heavy metal swarf.
Proper Angle and Stroke Control
Simply rubbing a piece of steel against a stone will not create a sharp edge. You must maintain a strict, continuous angle. If your angle changes during the stroke, you will round over the edge. Ultimately, you will ruin the tool’s precise geometry.
To prevent this, you must lock your wrists. Let your arms and shoulders drive the physical motion. Imagine a toolpost grinder mounted on a manual lathe. The grinder travels along a rigidly locked axis to create a perfectly straight cut. Your arms must mimic that rigid, locked axis during the stroke.
Establishing the Correct Bevel Angle
Different industrial tools require very different cutting angles. A steeper angle provides a stronger, more durable edge. A shallower angle provides a sharper, but weaker edge.
| Tool Type | Typical Bevel Angle | Primary Machining Purpose |
|---|---|---|
| Woodworking Chisels | 25 to 30 degrees | Slicing soft materials smoothly |
| Metal Hand Scrapers | 90 to 95 degrees | Shearing hard cast iron surfaces |
| Engraving Gravers | 45 to 60 degrees | Cutting fine details and channels into metal |
During the stroke, apply moderate, even pressure. Push the tool forward across the entire length of the stone. This specific motion utilizes the full abrasive surface and actively prevents uneven wear on the block.
Cleaning and Flattening Methods
Over time, every oil stone will develop a hollow depression in the center. This “dishing” occurs because operators naturally use the middle of the stone more heavily than the outer edges. If your stone is not perfectly flat, your sharpened tools will not be straight.
You must periodically resurface the stone. In the machining industry, this is exactly like truing a worn surface grinding wheel7. Just as a machinist uses a diamond dresser to recut a flat face onto a grinding wheel, you must grind your oil stone flat again.
The Lapping Process
The most reliable flattening method involves a heavy piece of float glass and coarse silicon carbide grit.
- Step 1: Sprinkle loose silicon carbide powder directly onto the glass plate.
- Step 2: Add a few drops of honing oil to create a wet cutting slurry.
- Step 3: Rub the dished oil stone face-down against the glass in a continuous figure-eight motion.
- Step 4: Continue lapping8 until the stone’s surface is completely uniform and perfectly flat.
“Regular flattening takes only five minutes, but attempting to fix a severely dished stone can take hours of intense manual labor.”
After flattening, or after any heavy sharpening session, you must clean the stone. Wipe away the dirty, gray oil with a clean industrial rag. Next, apply a few drops of fresh oil to float any remaining metal particles to the surface. Finally, wipe it clean one last time before storing it safely in a dust-free wooden box.

Buying Guide for Abrasive Stones
How do you confidently select the exact abrasive block needed for your specific shop requirements?
Purchasing the correct abrasive stone requires a thorough evaluation of the required grit size for your target surface finish, the ideal bond hardness for your workpiece material, and the operational reliability of the manufacturer. By systematically matching these core specifications to your machining needs, you guarantee optimal cutting performance, extend the lifespan of your hand tools, and maintain strict quality control standards.
Determining the Right Grit Size
Grit size determines how aggressively the stone removes metal. A lower number indicates a larger, coarser grain. Therefore, a coarse stone removes material quickly but leaves deep scratches in the steel. Conversely, a higher number indicates a smaller, finer grain. Fine stones remove very little material but leave a smooth, mirror-like finish.
Think of grit size like selecting a cutting tool for a CNC milling center. You use a heavy-duty roughing end mill to hog out large amounts of steel rapidly. However, you must switch to a multi-flute finishing tool to achieve a smooth final surface. You apply the exact same logic when buying oil stones.
You generally need a minimum of two different stones in the shop. First, you buy a coarse stone to reshape a damaged or dull edge. Then, you use a fine stone to hone that newly shaped edge to its final sharpness.
| Grit Range | Roughness Classification | Primary Machining Application |
|---|---|---|
| 100 – 220 | Coarse | Repairing chipped edges, heavy stock removal |
| 320 – 400 | Medium | General sharpening, refining coarse scratches |
| 600 – 1000+ | Fine / Ultra-Fine | Final edge honing, precision surface polishing |
Please note that abrasive grading standards, such as the ANSI system in America or the JIS system in Japan, vary significantly. Therefore, always verify the exact micron size and grading scale with your chosen supplier to ensure you buy the correct finish level.
Assessing Bond Hardness for Your Project
The bonding agent holds the abrasive grains together. When buying a stone, you must actively match the bond hardness to your specific workpiece material. This is a critical engineering decision.
If you are honing very hard metals, like hardened D2 tool steel, you must purchase a stone with a soft bond. A soft bond breaks down quickly under friction. This constant breakdown releases the dull grains and continually exposes fresh, sharp cutting edges. If you use a hard-bonded stone on hard steel, the grains will dull, the stone will glaze over, and cutting will stop completely.
“Always pair hard metals with soft abrasive bonds, and soft metals with hard abrasive bonds to maintain maximum cutting efficiency.”
Alternatively, if you are honing soft materials like aluminum or unhardened brass, you should buy a stone with a hard bond. The soft metal will not wear out the abrasive grains quickly. Therefore, a hard bond keeps those sharp grains securely in place longer, which greatly extends the life of your stone.
Evaluating Industrial Supplier Credentials
Buying high-quality abrasives is an investment in your workshop’s accuracy. You cannot afford inconsistent tooling. If one stone cuts perfectly, but the next identical stone from the same brand glazes over instantly, your production halts.
Therefore, you must evaluate the supplier carefully before placing a bulk tooling order. A reputable industrial abrasive manufacturer operates under strict quality control standards. Look for suppliers that maintain strict ISO certifications. This certification proves they have consistent, repeatable manufacturing processes.
- Technical Documentation: Does the supplier provide detailed safety data sheets (SDS) and exact micron ratings?
- Batch Consistency: Do they guarantee uniform hardness and grit distribution across different manufacturing runs?
- Industry Expertise: Can their application engineers recommend specific tooling solutions for complex metal alloys?
If a vendor cannot answer basic technical questions about their bonding matrices or grain friability, you should look elsewhere. Reliable suppliers act as technical partners to help you solve difficult machining problems.
Conclusion
Understanding the specific materials, shapes, and maintenance techniques of oil stones is vital for any precision machining or fabrication operation. By carefully selecting the appropriate grit size and bond hardness, and diligently maintaining the stone’s flatness with proper lubrication, you ensure the maximum longevity and accuracy of your cutting tools. A well-maintained stone is the foundation of an efficient workshop. If you have any further questions or need assistance in sourcing the perfect abrasive solutions for your specific applications, please contact us.
References
- Novaculite1 – Wikipedia article detailing the geological properties and history of Novaculite, the primary stone used for natural Arkansas oil stones.
- Diamond Dresser2 – ZYDiamondTools guide explaining technical specifications and selection criteria for CVD diamond dressers used in precision grinding.
- Aluminum Oxide3 – ScienceDirect topic page explaining the material science, toughness, and applications of aluminum oxide abrasives.
- Silicon Carbide4 – ScienceDirect resource detailing the friability, hardness, and industrial applications of silicon carbide compounds.
- Electrical Discharge Machining (EDM)5 – ScienceDirect overview of the EDM process, including the formation and characteristics of the recast layer.
- Honing6 – ZYDiamondTools educational post explaining the honing process and how it achieves perfect internal surface finishes.
- Truing a Worn Surface Grinding Wheel7 – ZYDiamondTools practical guide covering the methods and importance of truing and dressing grinding wheels.
- Lapping8 – Wikipedia article explaining the mechanics of the lapping process and how abrasive slurries are used to create flat surfaces.