-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China
-
Whatsapp: +86 13526572721
-
Email: info@zydiamondtools.com
-
Address: AUX Industrial Park, Zhengzhou City, Henan Province, China

How Do You Choose the Right Cutting Tool for Your Mold Steel Machining?

So, what does it really take to choose the right cutting tool for mold steel machining?
Choosing the right cutting tool involves a systematic, four-part process: 1) analyzing the mold steel’s type and hardness to determine the basic requirements, 2) selecting the appropriate tool material and coating for durability, 3) tailoring the tool’s geometry to the specific operation, and 4) applying the correct machining strategies and parameters within a rigid setup to ensure success.
How Does Your Mold Steel Hardness and Type Dictate Tool Selection?
So, how exactly does the specific mold steel you’re using change which cutting tool you should pick?
The hardness and alloy type of your mold steel are the most critical factors in tool selection. Harder steels demand tools made from tougher, more heat-resistant materials to prevent failure. Furthermore, different steel alloys have unique machining characteristics that influence the ideal cutting strategy and tool choice for optimal performance and tool life.
Your journey to the perfect cut begins with understanding the material you’re working with. The steel’s properties, specifically its hardness and composition, will immediately narrow down your tool options. Think of it as choosing the right key for a specific lock; a mismatch will only lead to frustration and broken tools.
Matching Tool Materials to Steel Hardness (HRc)
The first and most important property to consider is hardness, which is measured on the Rockwell C scale (HRc)1. In simple terms, HRc tells you how resistant the steel is to being dented or penetrated. A higher HRc number means a harder material, which in turn generates more heat and pressure on the cutting tool’s edge.
Why does this matter? Because a tool material must be significantly harder than the workpiece to cut it effectively. As the steel’s hardness increases, you must select a tool material that can withstand the extreme conditions without dulling, chipping, or breaking.
The table below provides a basic guide for matching tool materials to steel hardness.
| Workpiece Hardness (HRc) | Primary Tool Material | Key Consideration |
|---|---|---|
| Below 30 HRc | High-Speed Steel (HSS) / General-Purpose Carbide | Focus is on toughness and cost-effectiveness for softer materials. |
| 30 – 45 HRc | Coated Solid Carbide | Carbide maintains its hardness at higher temperatures. Coatings add wear resistance. |
| 45 – 55 HRc | High-Performance Coated Carbide | Requires specific carbide grades designed for hard milling with enhanced heat resistance. |
| Above 55 HRc | Cubic Boron Nitride (CBN) / Ceramics | These are ultra-hard materials essential for cutting hardened steel at high speeds. |
Essentially, as you move up the hardness scale, the cutting process becomes less about “plowing” through material and more about “shearing” a very resistant surface. This requires a tool that won’t lose its sharp edge under immense heat and force.
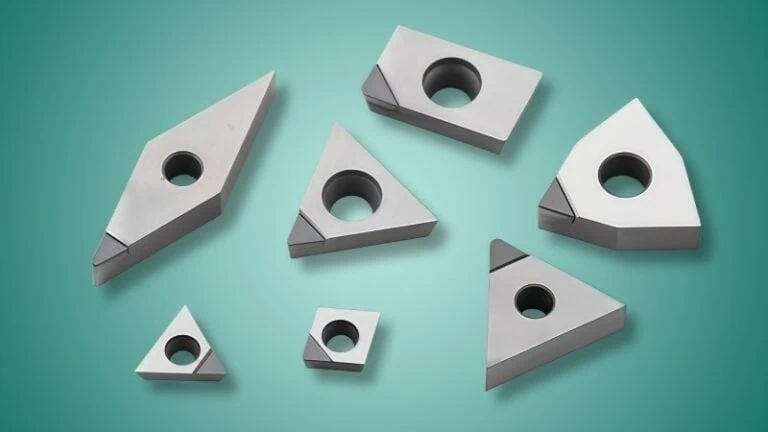
Tool Recommendations for Common Mold Steels (P20, H13, S7, Stainless)
While hardness is a general guide, the specific alloy of your mold steel also presents unique challenges. Different elements in the steel, like chromium or molybdenum, change how it behaves during machining.
Here are some starting-point recommendations for common mold steels:
- P20 Steel: This is a very common mold steel, often delivered pre-hardened to around 30-34 HRc. Because of its moderate hardness and good machinability, standard coated solid carbide end mills are typically the most effective and economical choice for both roughing and finishing.
- H13 Tool Steel: H13 is incredibly versatile because it’s often machined in a soft, annealed state (around 20 HRc) and then heat-treated to 45-52 HRc for final use. For the soft state, standard carbide tools work perfectly. However, for machining the hardened H13, you must switch to either CBN tools for high-speed finishing or specialized carbide tools designed for hard milling.
- S7 Tool Steel: Known for its exceptional shock resistance, S7 can be tough on tools, especially during interrupted cuts where the tool is repeatedly entering and exiting the material. For S7, you should select a tougher grade of coated carbide that can absorb impact without chipping.
- 420 Stainless Steel: This material is popular for molds requiring high corrosion resistance. Its primary machining challenge is that it can be “gummy” and prone to work-hardening, meaning it gets harder as you cut it. The key here is to use very sharp, polished, and coated carbide tools to create a clean shearing action and prevent material from sticking to the tool edge.
Adjusting for Pre-Hardened vs. Annealed Conditions
The physical state of your steel—whether it’s soft (annealed) or already hard (pre-hardened or through-hardened)—fundamentally changes your entire machining strategy.
Machining in the Annealed State
When steel is in its softest, annealed state, the primary goal is often a high Material Removal Rate (MRR).
- Analogy: This is like digging in soft, packed dirt with a large, sturdy shovel.
- Strategy: You can use more aggressive cutting parameters, such as a larger depth of cut and higher feed rates. General-purpose carbide tools perform exceptionally well here, allowing you to rough out the basic shape of the mold quickly and efficiently.
Machining in the Hardened State
Once the steel is hardened (above 45 HRc), the game changes completely. Now, the focus shifts from bulk removal to precision, surface finish, and simply being able to cut the material without destroying the tool.
- Analogy: This is like carefully carving a granite sculpture with a sharp, precise chisel.
- Strategy: Your depth of cut must be significantly reduced to lower the pressure on the tool. While the depth is smaller, you can often increase the cutting speed (RPM) if using a suitable tool like CBN. This approach, known as hard milling, relies on a super-hard cutting edge to shave away material with less force, generating a superior surface finish and often eliminating the need for secondary grinding operations.
Remember, the specific cutting speeds and feeds for these conditions can vary based on the exact tool and machine setup. Therefore, it’s always a best practice to consult the cutting tool supplier’s technical data for the most accurate starting parameters for your specific application.

What Are the Best Tool Materials and Coatings for the Job?
With different materials and coatings available, how do you know which one is truly the best for your specific task?
The best tool material is determined by the steel’s hardness and the machining operation. Carbide is the go-to for general-purpose work on steels under 45 HRc, while CBN and Ceramics are essential for high-speed machining of hardened steels. Coatings like TiAlN and AlCrN are then applied as a protective layer to significantly increase tool life and performance in high-heat conditions.
Once you’ve analyzed your mold steel, the next step is to choose a tool made from a material that can handle the job. This decision is a balance between performance, tool life, and cost. Think of the tool’s base material as the foundation of a house and the coating as its protective paint—both are crucial for durability.
Carbide: The Versatile Workhorse for General-Purpose Machining
For the vast majority of mold steel machining, solid carbide is the undisputed champion. Imagine carbide as a high-tech concrete; it’s made from incredibly hard tungsten carbide particles (the gravel) held together by a tough metallic binder, usually cobalt (the cement). This combination gives it a fantastic blend of hardness and toughness.
The single most important property of carbide is its hot hardness. Unlike older materials like High-Speed Steel (HSS), carbide maintains its sharp, hard cutting edge even when it gets extremely hot. Since cutting metal generates immense heat, this property is vital for modern machining.
You’ll rely on carbide for almost all work on softer and pre-hardened mold steels up to about 45 HRc. This includes:
- Roughing and finishing P20.
- Machining H13 or S7 in their softer, annealed state.
- General-purpose tasks where you need reliable, long-lasting performance without the high cost of more exotic materials.
Put simply, if you’re not cutting fully hardened steel, a quality coated carbide tool is almost always your most effective and economical choice.
CBN & Ceramics: When to Use Them for High-Speed Hard Milling
What happens when you need to machine steel that is already hardened above 45 or 50 HRc? This is where standard carbide tools begin to fail, and you need to call in the specialists: CBN and Ceramics.
CBN (Cubic Boron Nitride)
CBN is the second-hardest material known to man, right behind diamond. Its crucial advantage is that it’s chemically stable at the high temperatures generated when cutting steel. This makes it the premier choice for high-speed finishing of hardened mold steels. To purchase suitable CBN tools, please refer to this page2.
Industry Example: Imagine you need to produce a plastic injection mold from H13 steel hardened to 52 HRc. Using a CBN-tipped ball nose end mill, you can machine the final cavity with extremely high surface speeds. This process not only cuts the hard steel effectively but also produces a mirror-like surface finish (often under 0.2 Ra), which can dramatically reduce or even eliminate the need for costly and time-consuming manual polishing.
Ceramics
Ceramic tools are also extremely hard and can withstand even higher temperatures than CBN. They are exceptional for very high-speed roughing of hardened steels in stable, continuous cutting operations. However, they are more brittle (like a ceramic plate) than CBN and don’t handle vibrations or interrupted cuts well.
The choice is clear: when the steel is hard, you need an even harder tool. While more expensive, CBN and Ceramic tools pay for themselves by enabling you to machine hardened materials efficiently and with superior results.
Selecting the Right Coating (TiAlN, AlCrN) for Heat and Wear Resistance
A coating is a micro-thin layer—often just a few microns thick—applied to a carbide tool. Think of it as a suit of armor for the cutting edge. Its primary job is to act as a thermal barrier, taking the heat of the cut so the carbide underneath stays cool and hard. It also adds surface hardness and lubricity, which helps chips slide off easily.
Choosing the right coating is just as important as choosing the right tool material. Here are two of the most common and effective coatings for mold steel machining.
| Coating Type | Best For | Key Feature |
|---|---|---|
| TiAlN (Titanium Aluminum Nitride) | All-around steel machining, good for both wet and dry cutting. | Forms a super-hard aluminum oxide layer at high temperatures, acting as a heat shield. |
| AlCrN (Aluminum Chromium Nitride) | High-performance and dry machining of tough steels. | Excellent hot hardness and resistance to abrasive wear, with a very smooth surface. |
Ultimately, the world of tool coatings is complex and constantly evolving. Leading tool manufacturers offer many proprietary coatings designed for specific steel families or applications. For this reason, it is always a smart move to consult your tooling supplier’s latest catalog or speak with a technical representative to ensure you are matching the best possible coating technology to your specific machining challenge.

How Should You Tailor Tool Geometry for Different Operations?
Beyond its material, how does the actual shape of the cutting tool affect your mold machining?
A tool’s geometry—specifically its flute count, helix angle, and cutting profile—must be tailored to the machining operation. Fewer flutes are used for aggressive roughing to clear chips, while more flutes are needed for fine finishing. The helix angle controls chip evacuation and cutting forces, and the tool’s profile, such as a ball or bull nose, determines the shape of the final surface.
Choosing the right geometry is about matching the tool’s design to the task, whether it’s quickly removing large amounts of steel or carefully tracing a delicate contour. Getting this right ensures efficient chip removal, a better surface finish, and longer tool life.
Choosing Flute Count: From Aggressive Roughing to Fine Finishing
Flutes are the cutting edges and the grooves that spiral around an end mill. The number of flutes on a tool directly impacts how it performs. Think of the space between the flutes (called gullets) as lanes on a highway for chips. For heavy-duty roughing, you need wide lanes to get big chips out of the way. For fine finishing, you can use more lanes because the chips are much smaller.
Using a tool with the wrong flute count can cause major problems. For example, trying to rough out a deep pocket with a 10-flute finishing tool will cause the small gullets to clog with chips, leading to overheating and certain tool failure.
Here’s a simple guide to choosing the right flute count:
| Flute Count | Primary Operation | Key Advantage |
|---|---|---|
| 2-3 Flutes | Aggressive Roughing | Large gullets provide maximum space for chip evacuation, preventing clogging. |
| 4-5 Flutes | General-Purpose / Semi-Finishing | The “sweet spot” for mold steels. Offers a great balance of strength and chip room. |
| 6+ Flutes | High-Performance Finishing | More cutting edges engaged with the material create a much smoother surface finish. |
In short, for roughing, prioritize chip evacuation with fewer flutes. For finishing, prioritize surface quality with more flutes.
Understanding Helix Angles for Effective Chip Evacuation
The helix angle is the angle of the flutes as they wrap around the tool. A low helix angle looks more straight up and down, while a high helix angle looks more twisted, like a screw. This angle has a powerful effect on how the tool cuts.
- High Helix Angle (e.g., 45° or 50°): This design is excellent at pulling chips up and away from the cutting zone. This “lifting” action is perfect for milling deep pockets or slots where chips can get trapped. It also engages the material more gently, resulting in lower cutting forces and a smoother finish.
- Low Helix Angle (e.g., 30° or less): This design creates a stronger cutting edge because it’s more robust. It’s better suited for roughing very tough or hard materials. While it doesn’t evacuate chips as effectively, it provides the edge strength needed to handle heavy, demanding cuts.
So, should you choose a high or low helix?
- For finishing passes or machining gummy materials like stainless steel, a high helix angle helps achieve a clean cut and excellent chip removal.
- For heavy roughing in tough tool steels, a low helix angle provides the necessary edge stability to prevent chipping.
Many modern end mills feature a “variable helix,” where the angle changes along the flute. This is a specialized design intended to disrupt harmonic vibrations, reduce chatter, and improve performance. Because these designs are often proprietary, it’s a good idea to check with your tool supplier to see which helix angle they recommend for your specific mold steel.
Selecting the Right Profile: Ball Nose, Toroidal, and Bull Nose End Mills
Finally, the profile of the tool’s tip determines the shape of the surface you can create. For the complex 3D surfaces found in molds, three profiles are essential.
Ball Nose End Mill
A Ball Nose End Mill has a fully rounded cutting tip, forming a perfect half-circle. Its purpose is singular and critical: machining 3D contoured surfaces. Anytime you need to create the complex, flowing curves of a mold cavity—from a gentle slope to an intricate artistic design—the ball nose is your go-to tool.
Bull Nose End Mill
This profile is a hybrid: it has a flat bottom but with rounded corners. The key benefit of the bull nose is its strength and versatility. It’s used for:
- Milling flat floors while leaving a small, strong radius at the bottom of adjacent walls. This corner radius helps prevent stress cracks in the final mold.
- Increasing tool life, as the rounded corner is significantly stronger than the sharp, fragile corner of a standard square end mill.
Toroidal (High-Feed) Cutter
A toroidal cutter, also known as a high-feed mill, may look like a bull nose, but it features a very large and specially designed corner radius. This profile is a roughing specialist. Its geometry allows it to take very shallow axial depths of cut but at extremely high feed rates. In modern CNC machines, these tools can achieve some of the highest Material Removal Rates (MRR) possible, making them ideal for quickly clearing large amounts of material from a mold block.

Core Strategies, Parameters, and Setup for Success
With the right tool selected, success now depends on applying it correctly. This involves a holistic strategy that combines the right roughing method, precise parameters, and a completely stable machining setup. These factors work together to maximize metal removal, achieve desired accuracy, and prevent catastrophic tool failure.
Think of this as the final execution of your plan. An excellent tool is only as good as the instructions and environment you give it. By mastering your machining strategy and paying close attention to your setup, you can ensure a predictable, efficient, and high-quality outcome every time.
High-Feed Milling vs. Traditional Roughing Strategies
Your first strategic decision when removing large amounts of material (roughing) is choosing your approach. For decades, the traditional method was the only option. But with modern machines, High-Feed Milling (HFM) has become a powerful alternative.
The fundamental difference lies in how they direct cutting forces.
| Strategy | Axial Depth (Down) | Radial Width (Sideways) | Feed Rate | How it Works |
|---|---|---|---|---|
| Traditional Roughing | Deep | Light to Medium | Moderate | Takes big, deep bites, removing material like a large shovel. |
| High-Feed Milling (HFM) | Very Shallow | Wide | Extremely High | Takes very fast, shallow “skims,” directing force up into the spindle. |
So, why choose High-Feed Milling? The physics are clever. By taking a very shallow cut, HFM directs the majority of the cutting pressure axially—straight up into the machine spindle, which is the machine’s most rigid axis. This minimizes tool deflection and vibration, allowing you to increase the feed rate dramatically.
Industry Case Study: A shop roughing a P20 mold cavity might traditionally use a 1/2″ end mill with a 0.5″ depth of cut at 80 inches per minute (IPM). By switching to a high-feed tool and strategy, they might use a 0.04″ depth of cut but increase the feed rate to 400 IPM or more. While each pass removes less material vertically, the incredible speed results in a significantly higher overall Material Removal Rate (MRR)3, shortening cycle times by 50% or more.
However, HFM requires two things: a CNC machine capable of handling high feed rates and a specific high-feed (toroidal) cutting tool.
Essential Parameters: Speeds, Feeds, and Depth of Cut
These three parameters are the core language you use to instruct the machine. Getting them right is critical; getting them wrong is the fastest way to break a tool.
Cutting Speed (RPM)
This is how fast the tool spins. A common mistake is to think faster is always better. The correct speed depends on the tool material and the workpiece material. For mold steels, the general rule is to use lower speeds for harder materials to manage heat, and higher speeds for softer materials. The one exception is hard milling with CBN or Ceramic tools, which are designed to operate at very high speeds.
Feed Rate (IPM)
This is how quickly the tool travels through the workpiece. It is directly related to “chip load”—the thickness of the material sliced off by each flute. A proper chip load is essential for carrying heat away from the part and ensuring good tool life. Too light a feed rate causes the tool to rub instead of cut, generating excess heat and causing premature wear.
Depth of Cut (Axial and Radial)
This defines how much material the tool engages.
- Axial Depth of Cut (ADOC): How deep the tool cuts along its axis.
- Radial Depth of Cut (RDOC): The width or stepover of the cut.
These are balanced based on your strategy. A deep axial cut must be paired with a light radial cut, and vice-versa.
Important Note: The speeds, feeds, and depths of cut provided by tool manufacturers are the ideal starting points, not absolute rules. You must treat them as a baseline. Always be prepared to adjust your parameters based on the rigidity of your machine, your setup, and what you see and hear during the cut. Always consult your tooling supplier’s technical guides for the most accurate recommendations for your specific tool and material combination.
The Impact of System Rigidity, Tool Holders, and Tool Length
Even with the perfect tool and parameters, your success is built on one thing: stability. Any weakness in your setup will be magnified at the cutting edge.
System Rigidity
A rigid setup starts with the machine itself. A heavy, solid machine tool will absorb vibrations far better than a lighter one, allowing for more aggressive cuts. If your machine has limitations, you must use more conservative parameters to compensate.
Tool Holders
The tool holder is the critical link between the machine spindle and the cutting tool. Using a basic, low-quality holder is like putting cheap tires on a race car. For the demands of mold machining, high-performance holders are not a luxury; they are a necessity.
- Hydraulic Chucks and Shrink-Fit Holders provide superior gripping force and near-perfect concentricity (meaning the tool spins perfectly on-center with no wobble). This balance is essential for high speeds and leads to better surface finishes and much longer tool life.
Tool Length (Overhang)
This is perhaps the single most overlooked factor in setup stability. The rule is simple: Always use the shortest tool possible for the job.
Think of your tool as a diving board. A short board is very stiff. A long board is flexible and bouncy. The same applies to your end mill. As the tool’s overhang (the length sticking out of the holder) increases, its stiffness decreases exponentially.
- A Rule of Thumb: Doubling a tool’s overhang reduces its stiffness by a factor of 8. This means a tool sticking out 2 inches is 8 times less rigid than the same tool sticking out 1 inch. This drastic loss of stiffness will lead to vibration, chatter, a poor surface finish, and likely a broken tool. Before starting any job, ensure your tool is only as long as it absolutely needs to be to clear the workpiece.
Conclusion
Choosing the right cutting tool for mold steel machining is not about finding a single “magic” tool. Instead, it is a systematic process of making informed decisions. By starting with a deep understanding of your workpiece material, you can select the appropriate tool material and coating to withstand the cut. From there, tailoring the tool’s geometry to the specific operation, and finally, applying it with a sound strategy and a rigid, stable setup, you create a complete system for success. Each step builds upon the last, ensuring that you can tackle even the most challenging mold steels with confidence, efficiency, and precision.
References
- Rockwell C scale (HRc)1 – Wikipedia article providing a comprehensive explanation of the Rockwell hardness test and its different scales.
- CBN tools, please refer to this page2 – ZYDiamondTools product category page for PCD & PCBN tools, including various CBN insert options.
- Material Removal Rate (MRR)3 – Wikipedia’s page defining Material Removal Rate and explaining its relevance in machining.